Сварочные порошковые проволоки
Подробности- Подробности
- Опубликовано 13.10.2015 15:57
- Просмотров: 3879
 Сварочные порошковые проволоки обеспечивают высокие показатели испытаний на ударную вязкость при низких температурах до –60° С и высокие прочностные свойства наплавленного металла.
Сварочные порошковые проволоки обеспечивают высокие показатели испытаний на ударную вязкость при низких температурах до –60° С и высокие прочностные свойства наплавленного металла.
Настоящие сварочные проволоки обладают великолепными сварочно технологическими свойствами при сварке во всех пространственных положениях в среде СО2 или Ar-CO2. Применяются при строительстве оффшорных и других сооружений, работающих в условиях севера и низких температурах, а также при строительстве ледоколов и LPG-танкеров (транспортировка сжиженного газа).
При строительстве танкеров для перевозки сжиженного газа осуществляется очень строгий контроль сварных соединений на низкотемпературную ударную вязкость
DW-55L и DWA-55L обеспечивают высокие показатели ударной вязкости по сравнению со свойствами обычных сварочных проволок
Проволоки имеют модернизированную схему легирования (содержание никеля 1,5%), DW-55L (для СО2) и DWA-55L (для Ar-CO2), что обеспечивает более высокие результаты испытаний на ударную вязкость, чем требования AWS к сварочным порошковым проволокам, классифицированным как AWS A5.29 E81T1-K2 и AWS A5.29 E81T1-K2M.
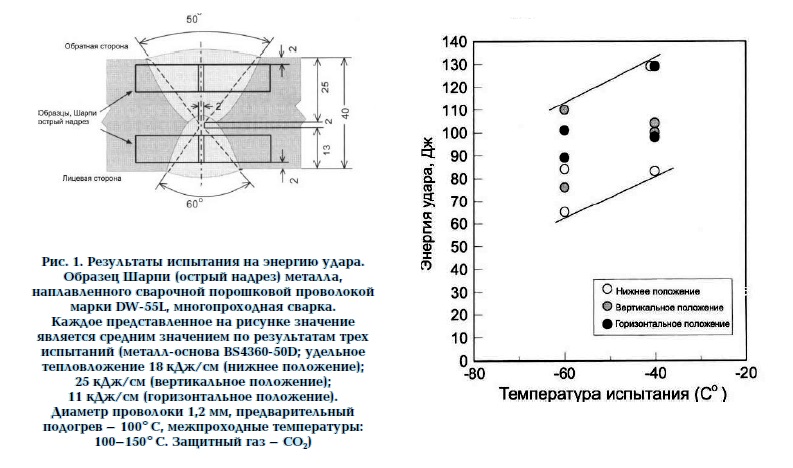
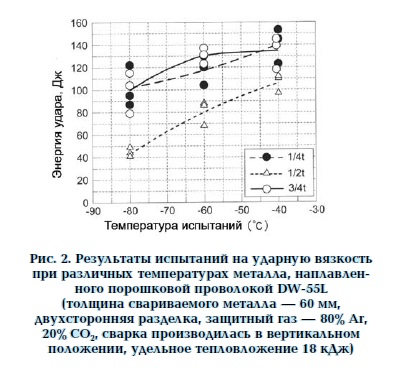
Рисунки 1 и 2 демонстрируют изменение результатов испытаний наплавленного металла полученного при сварке проволоками DW-55L и DWA-55L в зависимости от температуры испытания. Некоторый разброс в данных результатах испытаний происходит, поскольку образцы для испытаний при их отборе включают в себя зоны сразу нескольких проходов наложения сварного шва, в результате образцы получаются неоднородны по своей микроструктуре из-за различного DWA-55L AWS A5.29 E81T1-K2M теплового вложения и различных условий кристаллизации металла после каждого сварочного прохода. В любом случае полученные результаты находятся выше уровня требований градации «5» по требованиям к постройке судов, которые предъявляют Регистр Судоходства Ллойда (LRS) и Норвежский Веритас (DNV) к характеристике ударной вязкости наплавленного металла (47 Дж для сварки в нижнем положении и 41 Дж для сварки в вертикальном положении).
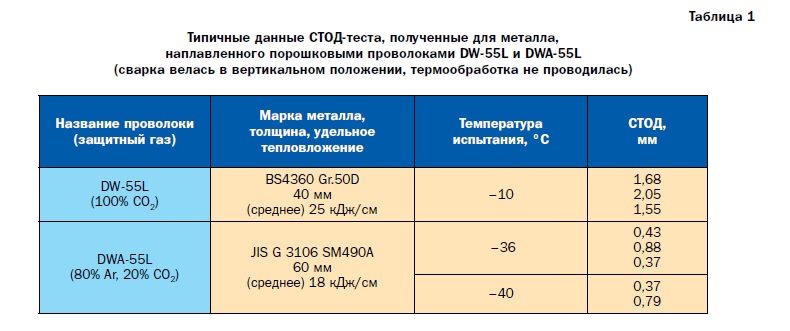
Данные СТОД-теста, демонстрирующие пороговую расчетную оценку для потребительских свойств металла, наплавленного сварочными порошковыми проволоками DW-55L и DWA-55L
Наиболее часто применяющийся метод измерения ударной вязкости (сопротивление развитию трещины) сварного соединения — это испытание на удар образцов Шарпи с острым надрезом. В дополнение к этим испытаниям используют также другой тест, необходимый для оценки порогового значения раскрытия вершины трещины в на-плавленном металле. Таким испытанием является СТОД-тест.
Требования к значениям СТОД-теста зависят от температуры, при которой работает сварная конструкция, условий нагружения, толщины металла и термообработки после сварки. Как показано в таблице 1, обе проволоки демонстрируют достаточный уровень результатов СТОД-теста при низких температурах.
Высокая производительность сварки, возможность сварки в широких диапазонах сварочных параметров являются важными преимуществами порошковых проволок DW-55L и DWA-55L

На рисунке 3 представлена информация о депозите наплавленного металла в зависимости от сварочных параметров для проволок диаметром 1,2 мм и 1,4 мм. Из этих данных следует, что скорость наплавки порошковыми проволоками выше на 10% по сравнению со скоростью наплавки сплошными проволоками и на 68% — по сравнению со сварочными электродами.
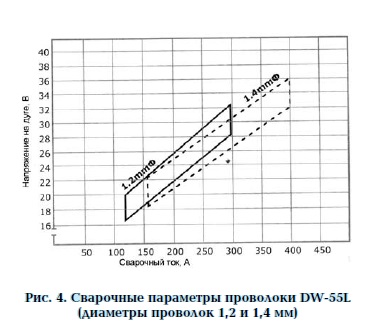
На рисунке 4 представлены рекомендуемые параметры сварки, при которых достигается максимальная производительность сварки порошковыми проволоками марок DW-55L и DWA-55L. Диаметры проволок 1,2 мм и 1,4 мм.
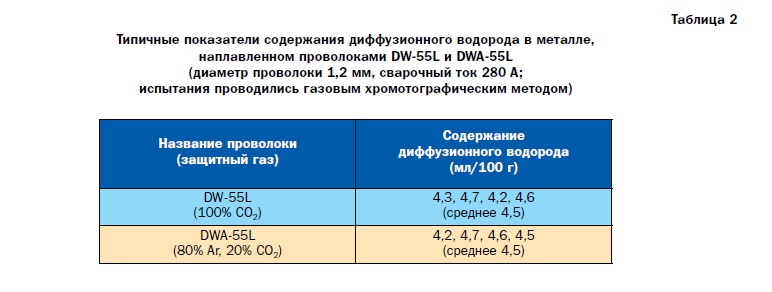
Сварочные проволоки DW-55L и DWA-55L обеспечивают низкое содержание диффузионного водорода в наплавленном металле
Данные по содержанию диффузионного водорода в металле, наплавленном порошковыми проволоками марок DW-55L и DWA-55L, сравнимы с аналогичными показателями для металла, наплавленного сварочными электродами основного типа.