Что в КамАЗах от робота?
Подробности- Подробности
- Опубликовано 22.10.2015 08:36
- Просмотров: 2287
 Российская автомобильная компания «НефАЗ» – изготовитель автобусов, автомобильных цистерн и поставщик деталей для изготовления самосвалов КамАЗ – реализует стратегию автоматизации и роботизации своего производства.
Российская автомобильная компания «НефАЗ» – изготовитель автобусов, автомобильных цистерн и поставщик деталей для изготовления самосвалов КамАЗ – реализует стратегию автоматизации и роботизации своего производства.
25 000 кузовов автосамосвалов в год
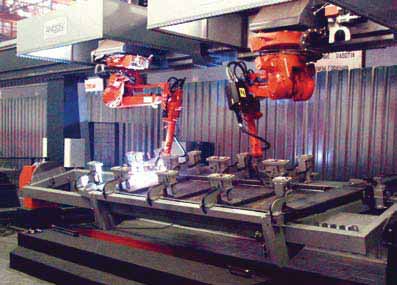
В качестве первого шага на пути к автоматизации «НефАЗ» заключил договор с занимающейся комплексной роботизацией компанией Andon Automation концерна ABB. Та, в свою очередь, представила шесть портальных устройств, каждое из которых оборудовано двумя подвесными роботами.
«НефАЗ» изготавливает борта кузова – два боковых и один задний – и устанавливает их на трех различных типах грузовиков «КАМАЗ»
Усиливающие элементы на боковых бортах подобны армирующим деталям мостов и привариваются угловыми швами. Общая длина сварных швов, выполняемых для данных элементов на предприятии, поистине впечатляет – 1709 км в год.
Нефтекамский автозавод формулирует свою цель четко и смело: «Мы хотим увеличить объем производства кузовов автосамосвалов до 25 000 в год».
Кроме того, предприятие ставит следующие цели:
• ввести в производство роботизированные сварочные комплексы;
• улучшить производственные стандарты;
• добиться постоянно высокого качества сварки;
• уменьшить количество сварщиков, работающих во вредных условиях.
Для компании, еще не знакомой с ав-томатизиро-ванной и ро-ботизирован-ной сваркой, выполнить поставленные задачи достаточно трудно. Руководители предприятия быстро осознали, что для успешной реализации проекта крайне важно выбрать правильного партнера.
Потребуется шесть роботизированных комплексов
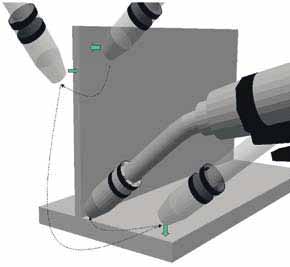
Компании Andon не пришлось начинать «с нуля». Руководство «Не-фАЗ» и его торговый партнер «Ев-роТехПром» представили все данные и планы, необходимые для автоматизации производства. После обстоятельных дискуссий специалисты Andon разработали решение, предусматривающее установку шести портальных комплексов, каждый из которых будет оборудован двумя подвесными роботами (рис. 1, 2).
Каждый комплекс включает в себя два стола: для прихватки-сварки и для разгрузки-погрузки. После окончания операции портальное устройство с двумя роботами перемещается к другому столу для при-хватки и сварки следующего борта, в то же время происходит выгрузка обработанного борта и загрузка новых заготовок.
Схема автоматизированного производства рассчитана на оптимальную скорость потока обрабатываемых деталей. Детали для боковых и задних бортов устанавливаются с помощью крана в соответствующее положение в пролете цеха в то время как готовые борта разгружаются на границе производственного участка для транспортировки.
Технические характеристики системы
В комплексе используются роботы ABB модели IRB2400I с шестью осями вращения, которые специально разработаны с целью оптимизации процесса автоматизированной сварки. Форма робота, длина руки и траектория перемещения рассчитаны исключительно на дуговую сварку. Диаметр рабочей зоны составляет 1,8 м, грузоподъемность 7 кг.
Роботы оснащены блоками согласования с интерфейсом робота W8 производства ESAB. Это комплексное решение, предлагаемое для роботов ABB. В комплекте используется модифицированная версия источника питания Aristo Mig 5000i производства ESAB с самым современным инвертором на IGBT-транзисторах. С помощью этого блока осуществляется обмен данными (по шине CAN) с блоком управления IRC5 робота ABB.
Кроме этого, блок W8 включает в себя устройство подачи Aristo™ Robofeed 3004w ELP и бухтовую упаковку Marathon Pac™. Устройство подачи проволоки заключено в корпус с окошками для визуального контроля механизма подачи. Выключатель насоса ELP (ESAB LogicPump) создает условия, при которых водяное охлаждение применяется только в случае подсоединения горелки с водяным охлаждением.
Барабанная упаковка Marathon Pac обеспечивает непрерывную подачу 250 кг или 475 кг сварочной проволоки. Замена израсходованной упаковки новой выполняется за минимальное время. Благодаря непрерывной системе подачи «бесконечной» упаковки Marathon Pac простои практически сводятся к нулю. Для установки на заводе «НефАЗ» специалисты Andon рекомендовали использовать упаковку 250 кг, которую следует размещать на платформах портального устройства. Применяемая сварочная проволока – OK Autrod 12.51 диаметром 1,2 мм.
Сварочный комплекс включает в себя различное современное оборудование – датчик поиска швов SmarTac, улучшенный контроллер сварки (AWC) для отслеживания сварного шва и центр обслуживания горелки.
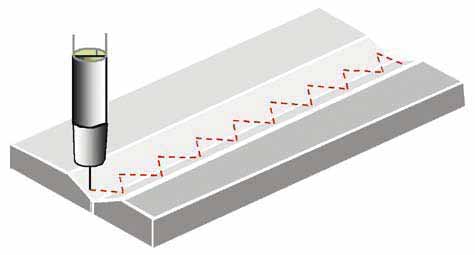
SmarTac (рис. 3) - это гибкая универсальная система поиска и определения местонахождения сварных швов, адаптирующая запрограммированную траекторию робота путем корректировки отклонений заготовки от заданного положения.

В режиме поиска система способна определить положение поверхности детали посредством электрического контактного датчика положения. Чувствительным элементом датчика является наконечник сопла сварочной горелки. Определение поверхности происходит автоматически при касании поверхности соплом.
В режиме поиска на сопле горелки находится электрический потенциал. При контакте сопла с заготовкой SmarTac посылает сигнал остановки в систему управления робота. После сравнения фактического положения сопла с запрограммированным сварочная программа адаптируется к фактическому положению детали. SmarTac в значительной степени позволяет предотвратить проблемы качества, вызванные отклонениями заготовок. Поскольку действие системы SmarTac основано на электрическом контакте между соплом и заготовкой, ее можно использовать только для неокрашенных проводящих материалов.
Система AWC по изменению напряжения дуги отслеживает изменение расстояния до свариваемых поверхностей. Совершая колебательные движения во время сварочного процесса, AWC производит постоянные измерения тока и напряжения в центре шва и по краям, при неравенстве напряжений по левому и правому краю, а также по высоте происходит автоматическая корректировка траектории.
Это обеспечивает качественное заполнение сварного шва даже в случаях его отклонения от запрограммированного.
Центр обслуживания горелки выполняет три различных функции:
• Очиститель горелки – интегрированная система, служащая для механического удаления брызг, полностью контролируемая через блок управления робота, что исключает выполнение очистки до тех пор, пока горелка не будет надежно закреплена, и позволяет избежать случайного запуска и соответствующего риска для оператора.
• Приспособление для отрезания проволоки обеспечивает выступание проволоки, позволяя добиваться хорошего зажигания дуги и предотвращать окисные включения в начале сварки
• BullsEye – устройство для автоматической проверки центральной точки инструмента (TCP). Регулярная проверка TCP необходима, т.к. горелка может оказаться в неправильном положении из-за следующих причин:
- удар, полученный роботом вследствие неправильного программирования;
- задевание роботом зажима, оставленного в неправильном положении;
- колебания температуры окружающей среды, например, дневные перепады;
- изношенный контактный наконечник, вызывающий неправильное расположение сварного шва.
После проверки робота на системе BullsEye процесс сварки продолжается, если TCP находится в пределах заданных допусков. В противном случае BullsEye останавливает робот и сообщает оператору об ошибке.
Активное участие «НЕФАЗ»
Для проекта такого типа требуется тесное сотрудничество клиента и специалиста по внедрению роботов, «Не-фАЗ» предоставил все данные, необходимые для правильного проектирования и вычисления требуемого количества комплексов.
Важное место в проекте было отведено трехнедельному курсу «Инструктаж для операторов», организованному компанией Andon в Швеции. Сотрудники «НафА-За» получили базовые знания о системах и навыки программирования роботов.
Установка, запуск и обслуживание
Установка была выполнена в три этапа (по два портальных устройства на каждом этапе), чтобы начать производство скорее.
Технические специалисты из Andon при содействии персонала «НефАЗ», установили системы на заранее подготовленном участке завода. К тому времени, когда устанавливались последние два комплекса, первые два уже были введены в эксплуатацию.