Аэрозоли металлов при дуговой сварке и тепловой обработке металлов
Подробности- Подробности
- Опубликовано 08.11.2015 10:06
- Просмотров: 5553
Конденсация и окисление в воздухе паров металлов, кипящих при электродуговой сварке и тепловой резке (плавка, газопламенная и плазменная резка), приводят к образованию в воздухе аэрозольного облака – дыма окислов и конденсатов металлов входящих в состав сварочных материалов и обрабатываемых металлов.
Дым от сварки и тепловой резки металлов свободно распространяется в окружающей природной среде. Металлы относятся к приоритетным загрязняющим веществам, наблюдения за которыми обязательны во всех сферах окружающей среды.
Большинство исследователей считают, что все металлы опасны для биологических объектов. Степень их опасности выражается следующей цепочкой:
Ag, Hg, Cd > Cu, Pl, Co, Sn, Be > Mn, Zn, Ni, Fe, Cr > Se, Cs, Li, Al.
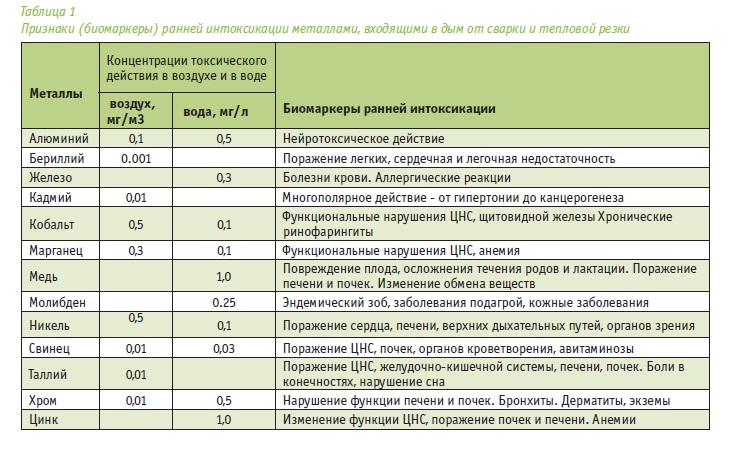
Все металлы при превышении ПДК в воде (мг/л) и воздухе (мг/м3) вызывают многофункциональный токсический эффект от повышенной общей заболеваемости до профессиональных отравлений. Признаки общего токсического воздействия металлов представлены в таблице 1.
Поступление аэрозолей металлов в природную окружающую среду помимо снижения общественного здоровья вызывает снижение продуктивности сельского хозяйства по причине массового размножения сорняков, животных вредителей и патогенных микроорганизмов.
Количество поступившего в воздух дыма и его свойства зависят от технологии и свойств металла.
При электрической сварке пары металлов либо сразу окисляются кислородом воздуха до окислов, либо, остыв в зоне инертного газа, конденсируются в виде частиц неокисленного металла.
Вариации величин уноса зависят от типа электрода и вида сварки:
- При ручной дуговой сварке электродами фтористо-кальциевого типа на 1 кг на-плавленного металла образуется от 7,5 до 18 граммов пыли.
- При сварке электродами хромо-никелевого типа – от 5,7 до 36 г/кг, ру-тилового типа - от 7 до 14, 4 г/кг и газо-защитного типа - от 9,7 до 15,7 г/кг пыли.
- Самое высокое образование пыли происходит при ручной дуговой сварке высоко-хромистого чугуна – 45г на 1 кг наплавленного металла.
- При полуавтоматической сварке стали в защите углекислого газа - от 8 до 15 г/кг наплавленной проволоки.
- При сварке в аргоне медных сплавов – до 18 г/кг, титановых - 4,7 г/кг.
- При автоматической сварке под флюсом происходит самое низкое образование пыли – от 0,04 до 0,12 г/кг наплавленного металла.
Помимо соединений железа в аэрозоли присутствуют частицы кварца, кварцевого стекла и окислы хрома различной валентности и др.
При тепловой резке, в зависимости от технологии, часть выплавляемого из зоны реза металла превращается в окалину, что уменьшает образование дыма. Состав дыма повторяет состав обрабатываемого металла.
При газопламенной, плазменной резке низколегированных сталей количество вы-делившейся пыли G удобно определять по формуле:
G = Gуд·Vрез· W грамм/час (1)
Vрез - скорость реза м/ч,
W - объем выплавляемого металла при резке одного метра см3/м реза,
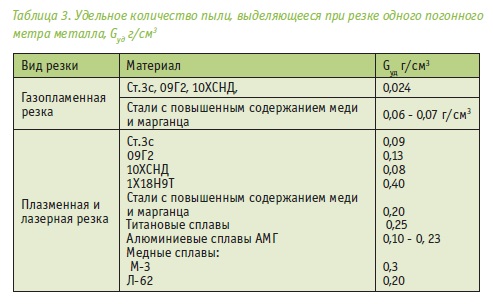
Gуд - удельное количество пыли, выделяющееся при резке одного погонного метра метал-ла, г/см3.
При лазерной резке окалина практически не образуется, и весь металл реза пре-вращается в дым. Формула (1) приобретает вид:
G = Vрез· W грамм/час (2).
Значение удельного количества пыли, выделяющегося при резке одного погонного метра металла, Gуд г/см3 представлено в таблице 3.
Более подробно величины выбросов смотри в литературных источниках.
Удельные потери металла с дымом в «малой металлургии» электросварки и плазменной резки вполне сравнимы с потерями металла в большой металлургии. См. табл. 4.
Однако выбросы от металлургических предприятий и от предприятий машиностроения принципиально различны. В машиностроении они осуществляются от более низких к поверхности земли источников, чем в металлургии, часто не организованы в потоки и более разнообразны по составу вредных веществ. Металлы возвращаются в окружающую среду непосредственно вблизи с проживающими людьми. Годами на территории предприятий и в непосредственной близости от них (санитарная зона и дальше) оседают токсичные металлы, сорбируются промышленные газы.
По данным Геоэкологического центра ГГП "Невскгеология" содержание металлов в почве Санкт-Петербурга превышает допустимые концентрации. Зона загрязнения выходит далеко за границы города (до 40 км).
Поэтому органы санитарного надзора при приемке новых проектов предприятий и проектов реконструкции предприятий, требуют включения в проект вентиляции систем очистки воздуха от вредных аэрозолей, образующихся при сварке и тепловой обработке металлов. Все чаще предприятия по собственной инициативе в рамках сертификации по ГОСТ Р ИСО 9001-2008 и ГОСТ Р ИСО 14001-2007 самостоятельно устанавливают системы пылегазоулавливания в действующие производственные процессы. Тенденция раз-вития техники пылега-зоулавливания при сварке и тепловой резке достаточно устойчива. На рынок поступают современные модели филь-тровентиляционных агрегатов, которые концентрируют сварочную пыль и пыль от тепловой обработки металлов в механических и электростатических фильтрах.

Промышленная эксплуатация фильтров очистки воздуха нашей фирмы (MDB, FMPF, ПСМФ, CC-1200) показала, что пыль при электросварке и плазменной резке задерживается кассетными фильтрами неодинаково эффективно. Очевидно, что различие в фильтрации зависит от свойств пыли.
В отечественной литературе систематизированы свойства пыли от различных источников предприятий машиностроения и металлургии. Данных по свойствам пыли от сварки и тепловой обработки металлов, отфильтрованных сухим способом, в литературе нет.
Эксперты в области сварки и плазменной резки подтвердили, что пыль от разных процессов обладает различными свойствами:
- Аэрозоль от плазменной резки нержавеющей стали обладает высокой слипаемо-стью, плохо удаляется с любых поверхностей и при резке на воде образует конгломераты (эксперт Алексеева И. С., к. м. н., начальник лаборатории ВНИИ охраны труда).
- Пыль от механической обработки сварного шва нержавеющей стали не сдувается воздухом и удаляется только влажной (растворитель) протиркой (эксперт - главный сварщик ОАО «Судостроительный завод «Северная верфь» Иванов В. П.).
Также установлено, что пыль после плазменной резки АМГ легко смывается с рук потоком холодной воды; после резки стали Ст3 смывается потоком холодной воды с механическим трением; после резки хромоникелевой стали смывается только потоком теплой воды с механическим трением и добавлением моющих средств.
В наших экспериментальных исследованиях определены свойства разных видов пыли, собранные в производственных условиях с фильтрующих устройств: • пыль из пылеприемника механического фильтра FMPF.4 при плазменной резке Ст3 – плазменная пыль;
• пыль из электростатического фильтра EF 3000 при сварке в защитных газах - сварочная пыль;
• пыль доломитовая из пылеулавливающего устройства НМСФ.1.
Доломитовая пыль выбрана для контроля метода определения параметров пыли, так как ее параметры представлены в Справочнике Л. Я. Скря-биной.[9]
Образцы пыли исследовались на модифицированной установке ПСХ-2 по методике, описанной П. А. Коузовым [12].
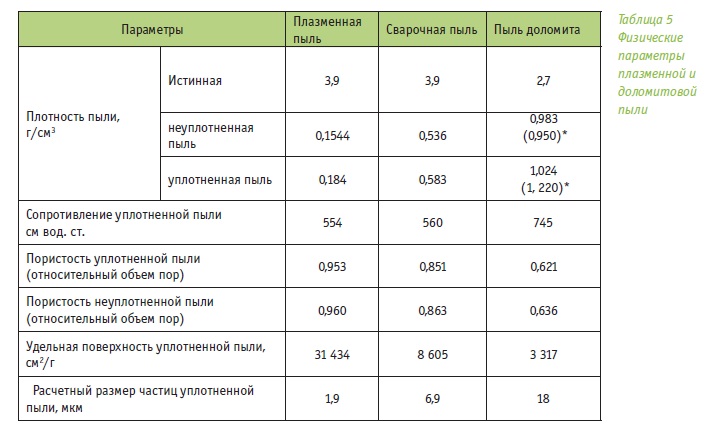
Результаты измерений и расчетов по методике определения воздухопроницаемости слоя пыли представлены в таблице 5.
Исследования показали:
• Плотность насыпной неуплотненной и уплотненной пыли плазменной резки в 3,5 раза меньше, чем плотность сварочной пыли, и в 6,5 раз меньше, чем плотность доломитовой пыли.
• Удельная поверхность уплотненной пыли плазменной резки в 4,5 раза больше удельной поверхности уплотненной сварочной пыли и более чем в 10 раз больше удельной поверхности уплотненной доломитовой пыли.
• Размер коагулированных фильтрацией и уплотнением частиц плазменной пыли более чем в три разе мельче сварочной.
Результаты исследований подтверждены сходимостью справочных параметров доломитовой пыли с экспериментальными величинами.
Выводы
1. Пары и окислы металлов, поступающие в воздух производственных помещений и в атмосферу населенных мест от сварки и тепловой обработки, относятся к приоритетным загрязняющим веществам, опасным для человека и окружающей среды.
2. Воздух, удаляемый от источников паров и окислов металлов, подлежит обязательной очистке от пыли.
3. Количество поступившего в воздух дыма и его свойства зависят от технологии и свойств металла.
4. Пыль от плазменной резки металлов отличается по своим свойствам от сварочной пыли. Размер коагулированных фильтрацией и уплотнением частиц плазменной пыли более чем в три раза мельче сварочной пыли.
5. Более мелкая и более слипаемая плазменная пыль образует на кассетах фильтрующий слой с повышенным сопротивлением.
6. Сварочная пыль от сварки сталей может фильтроваться стандартными полиэфирными (PE) фильтрами и электростатическими фильтрами.
7. Плазменная пыль должна фильтроваться кассетными фильтрами с тетрафторэти-леновым (PTFE) покрытием.
8. Скорость фильтрации должна подбираться в зависимости от обрабатываемых металлов. При обработке меди, нержавеющих сталей она должна быть вдвое ниже, чем при обработке сталей.