Аргоновые смеси против CO2
Подробности- Подробности
- Опубликовано 31.10.2015 07:32
- Просмотров: 5111
 В настоящее время на российском рынке все более ужесточается конкуренция и растут требования к внешнему виду и качеству выпускаемой продукции, в частности, в производстве сварных изделий внешний вид играет все более значимую роль. Качество сварного шва является порой определяющим фактором, повышая или снижая стоимость продукции.
В настоящее время на российском рынке все более ужесточается конкуренция и растут требования к внешнему виду и качеству выпускаемой продукции, в частности, в производстве сварных изделий внешний вид играет все более значимую роль. Качество сварного шва является порой определяющим фактором, повышая или снижая стоимость продукции.
Критичными для качества и прочности сварного соединения являются дефекты, вызванные недостаточной глубиной провара изделий, наличием шлаковых включений и пор. Внешними недостатками шва являются: чешуйчатость, неровности, большая выпуклость шва, наличие цветов побежалости.
Подобные «болезни» сварочных швов характерны, как правило, для тех изделий, при сварке которых использовалась двуокись углерода в качестве защитного газа. До сих пор значительная часть производственных предприятий в России использует эту устаревшую технологию, считая двуокись углерода «дешевым» защитным газом.
Однако, вопреки устоявшемуся мнению, опыт показывает, что на самом деле использование двуокиси углерода обходится предприятию значительно дороже, чем это кажется на первый взгляд.
Разбрызгивание и механическая обработка
На диаграмме 1 приведены результаты исследований, которые показывают, что в сравнении с использованием аргоновых смесей увеличение расходов на сварочную проволоку при сварке с двуокисью углерода может доходить до 28 % на единицу длины шва, а затраты на послесварочную механообработку шва увеличиваются вдвое. Это значит, что использовав, к примеру, 100 кг проволоки для сварки в смесях на тот же метраж шва, выполненного в двуокиси углерода, компания потратит на 20-30 кг проволоки больше. А если затраты проволоки составляют не 100 кг, а тонну или несколько тонн, «пустое» разбрызгивание проволоки с двуокисью углерода будет исчисляться сотнями и тысячами килограмм. В итоге сварщик потратит еще массу оплачиваемого времени на удаление брызг и формирование геометрии сварного шва вместо того, чтобы продолжать работу с другими изделиями.
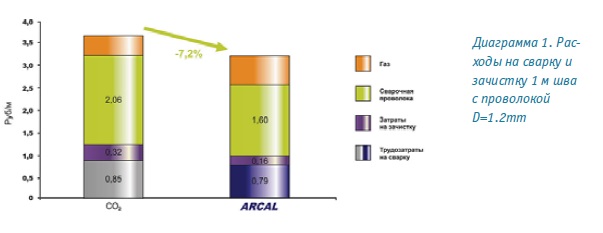
Из вышеприведенной диаграммы также следует, что помимо экономии проволоки, разница в затратах на аргоновые смеси и двуокись углерода компенсируется за счет снижения сопутствующих затрат на послесварочную обработку и сокращение трудозатрат в процессе сварки.
При оценке эффективности использования смесей важным фактором является скорость сварки. В представленном графике приведены диапазоны оптимальных вольтамперных характеристик сварочного оборудования при работе с двуокисью углерода и аргоновыми смесями. Ось Y отображает напряжение, ось X – скорость подачи проволоки.

Из рисунка 1 следует, что при одном и том же напряжении скорость сварки с применением аргоновых смесей значительно превосходит скорость сварки в двуокиси углерода и производительность труда сварщика увеличивается.
Также очевидно, что при одинаковой скорости подачи проволоки сварка в аргоновых смесях производится с меньшим удельным энергопотреблением на единицу длины сварочного шва по сравнению со сваркой в двуокиси углерода. Чем меньше двуокиси углерода входит в состав аргоновой смеси, тем более экономичный режим энергопотребления используется в процессе работы.
Аргоновые смеси и их применение
Аргоновые смеси в работе обеспечивают струйный управляемый перенос электродного металла в сварочную ванну. Правильно подобранная смесь обеспечивает более плоский шов, более плавный переход к основному металлу. При этом за счет значительного снижения сварочных дымов и аэрозолей сварщик в процессе работы находится в менее вредных условиях труда.
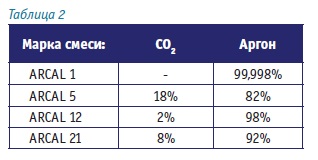
Примерами качественных аргоновых смесей на российском рынке может служить линейка «ARCAL» («Аркал») французской компании «Эр Ликид», которая производит следующие продукты (таблица 2).
На рисунке 2 ниже приведены примеры сварных швов, выполненных с использованием двуокиси углерода и аргоновых смесей «ARCAL». В данном примере рассматриваются образцы сварных швов стыкового и таврового соединений. В первом случае мы рассматриваем шов на металле толщиной 3 мм, во втором случае в тавровом соединении использован металл толщиной 6 мм. В обоих случаях использовалась полуавтоматическая MIG/МАG сварка.
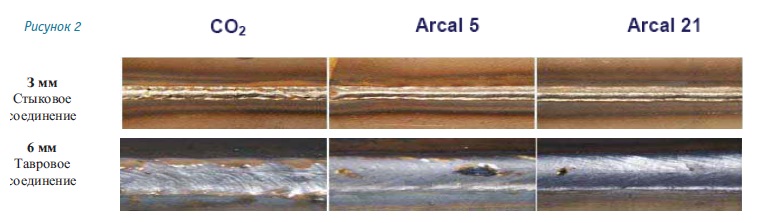
Очевидно, что швы, выполненные с применением двуокиси углерода, значительно уступают по качеству и внешнему виду швам, выполненным аргоновыми смесями. Причем, чем больше пропорция аргона в газовой смеси, тем аккуратнее, ровнее и качественнее выглядит шов, значительно уменьшаются шлаковые включения, повышается надежность и срок использования изделия.
Конструктивные особенности баллонов
Еще одним важным условием для создания качественного шва является стабильность и однородность газовой смеси, чрезвычайно важно, чтобы на протяжении всего процесса использования смесь подавалась в неизменной пропорции. Именно поэтому для своих продуктов «ARCAL» компания «Эр Ликид» разработала баллоны специальной конструкции. В отличие от обычных баллонов, модернизированные баллоны оснащены системой смешивания компонентов, благодаря которой на выходе смесь получается более стабильной и однородной. Емкость таких баллонов составляет 50 литров.

Баллоны также оснащены принципиально новым вентилем (Smartop™), встроенным манометром и специальным несъемным защитным колпаком открытого типа (Scandina™), который обеспечивает дополнительное удобство при перемещении баллонов по производству и предохраняет вентиль от повреждений. Встроенный манометр обеспечивает возможность измерения количества смеси в баллоне в процессе работы и позволяет своевременно производить замену баллона.
Еще одним преимуществом конструкции баллона является наличие рычага включения / выключения вентиля, с его помощью практически без усилий одним движением открывается и закрывается вентиль баллона. Положение рычага позволяет визуально определять, в каком именно состоянии находится вентиль.
Конструкция вентиля обеспечивает повышенный уровень безопасности, а также позволяет избежать утечек газа.
Заключение
Совершенно очевидно, что по своим характеристикам аргоновые смеси представляют собой наиболее комплексную и эффективную альтернативу таким «устаревшим» технологическим решениям, как сварка с двуокисью углерода. Аргоновые смеси «ARCAL» обладают широким спектром применения, более «комфортны» в работе и обеспечивают значительно лучшее качество сварных соединений при меньших затратах по сравнению с двуокисью углерода. Принципиально новая и эргономичная конструкция баллона обеспечивает большую безопасность и удобство как в процессе работы, так и при перемещении баллонов по производству.
Компания «Эр Ликид» через свое представительство в Санкт-Петербурге - компанию «Север Ликвид Газ» оказывает помощь в вопросах применения продуктов «ARCAL», в том числе предоставляет баллоны с продукцией «ARCAL» для проведения тестовых работ на сварочном производстве заказчика.
Комментарии
RSS лента комментариев этой записи