Аргонодуговая сварка методом «автопрессовки»
Подробности- Подробности
- Опубликовано 24.10.2015 13:45
- Просмотров: 4562
 Аргонодуговая сварка не плавящимся электродом методом «авто-прессовки», то есть при деформировании шва, в том числе и усиления, за счет термопластической деформации металла свариваемых кромок без использования присадочных материалов, применяется для сварки стыковых соединений труб из коррозионностойких сталей аустенитного класса (08Х18Н10Ти других) в машино-, судостроении и других отраслях промышленности.
Аргонодуговая сварка не плавящимся электродом методом «авто-прессовки», то есть при деформировании шва, в том числе и усиления, за счет термопластической деформации металла свариваемых кромок без использования присадочных материалов, применяется для сварки стыковых соединений труб из коррозионностойких сталей аустенитного класса (08Х18Н10Ти других) в машино-, судостроении и других отраслях промышленности.
При этом сварка может выполняться в автоматическом, механизированном или ручном вариантах с поддувом аргона с внутренней стороны соединения (со стороны корня шва).
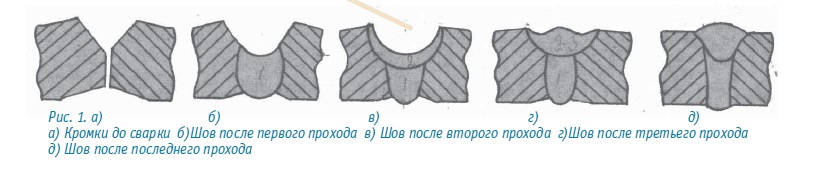
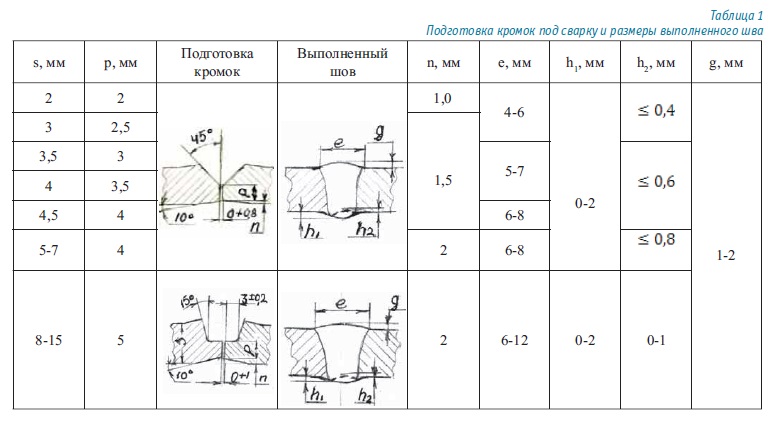
Процесс позволяет выполнять сварку за два-три прохода без разделки кромок при толщине стенки до 5 мм. При больших толщинах рекомендуется чашеобразная раз-
делка кромок (см. Рис.1), при этом, естественно, количество проходов увеличивается в зависимости от толщины свариваемого металла (Таблица 1). При сварке без разделки выполняется небольшая фаска в корневой части (для обеспечения выявления непровара при РГК) и снаружи - для улучшения видимости стыка сварщиком в процессе сварки.
Первый - корневой проход выполняется со сквозным проплавлением свариваемых кромок, которые обеспечиваются за счет:
- сварки короткой дугой (1д=1-2 мм);
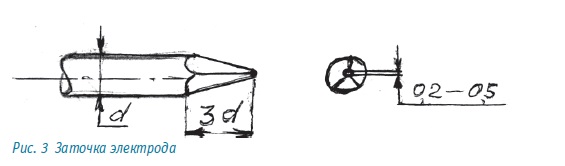
- трехгранной заточки рабочего конца вольфамового электрода с притуплением 0,3-0,5 (см. Рис.З);
- применением лантанированно-го, иттрированного или торирован-ного вольфрама;
- качественной подготовки и достаточно высокой квалификации сварщиков, проходящих предварительные соответствующие тренировки в условиях, имитирующих производственные.
Увеличение глубины и уменьшение ширины проплавления корня шва может быть достигнуто также за счет нанесения на сварные кромки специальных активирующих флюсов (например, состоящих из фтористого лития - 27%, фтористого алюминия - 30% и оксида титана - 43%), порошок из которых разводится этиловым спиртом и наносится кистью (слоем около 0,5мм) на кромки. По этому покрытию и производится сварка корневого прохода, после которой производится тщательная зачистка поверхности выполненного шва стальной щеткой до металлического блеска.
Для получения эффекта глубоко проплавления при первом проходе вместо использования флюсов может применятся аргоно-гелиевая (25% аргона, 75% гелия) или аргоно-водородная смесь (4-6% аргона).
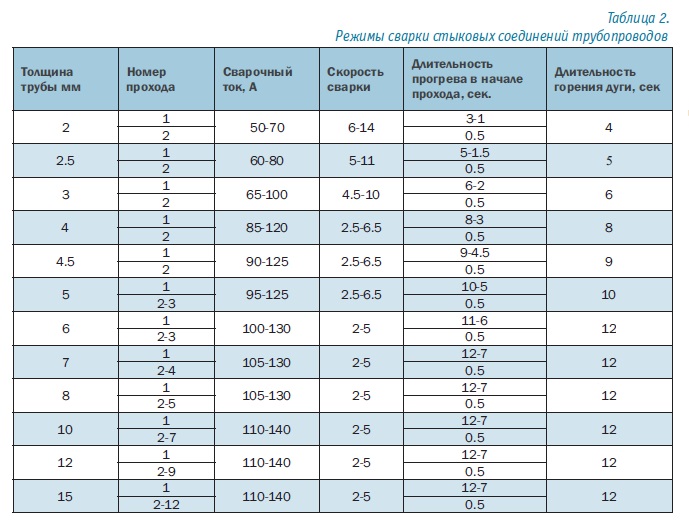
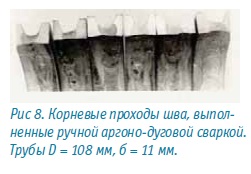
Вторые и последующие проходы выполняются вхолостую обычной или аргоно-дуговой сваркой (без сквозного провара), длина дуги при этом в пределах 2-3 мм, усиление шва образуется за счет пластических деформаций металла, происходящих в результате нагрева и охлаждения его при сварке каждого прохода (См. Рис.1). При этом для обеспечения должного эффекта режимы сварки должны обеспечивать прогрев корня шва до температуры более 800°С и несколько выше температуры плавления металла с наружной стороны (режимы приведены в Таблице 2).
Для ручной сварки предпочтительнее режимы ближе к нижнему значению диапазона силы тока и скорости сварки (Таблица 2), для автоматической и механизированной - к верхнему.
При ручной сварке целесообразны поперечные колебания дуги с амплитудой 3-5 мм и частотой 0,5-2Гц.
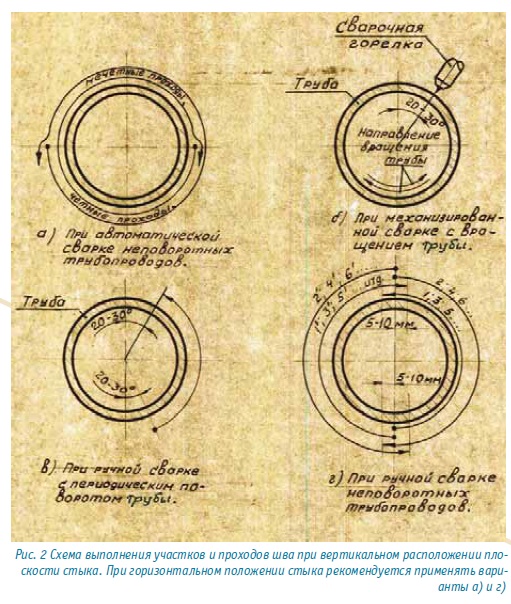
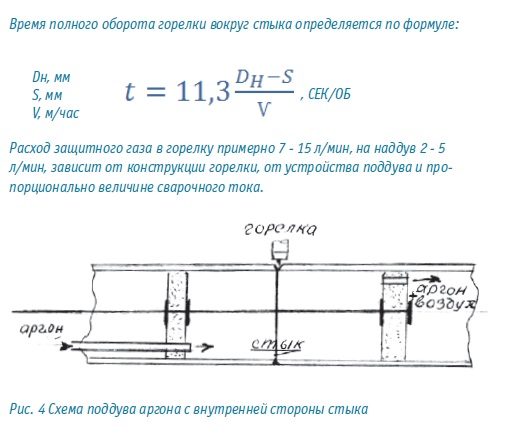
Газовая защита сварного соединения с внутренней стороны выполняется аргоном, подающимся через заглушки, поставленные с обеих сторон свариваемого стыка перед началом сварки (См. Рис.4). Длительность предварительной продувки (до начала CBapKM)Ьt~5V/Q, где t - длительность продувки, минуты; V - продуваемый объем; Q -расход аргона, 2-5 литров.
Инициация процесса сварки раньше начиналась с зажигания касанием дежурной дуги при силе тока 15-25А, которая горит в течение 1-2 секунд, после чего сила тока повышалась до рабочей величины. В настоящее время при работе на современном оборудовании дуга зажигается бесконтактным методом (с помощью осциллятора), после чего устанавливается рабочая величина тока.
Автоматическая сварка стыка выполняется «напроход», ручная -участками, в соответствии со схемой на Рис. 2.

При выполнении корневого прохода в начале каждого прохода и участка необходимо обеспечить прогрев и сквозное проплавление металла неподвижной дугой, а при окончании сварки прохода - плавное гашение дуги для избежания формирования кратера в шве. Длительность подогрева и гашения зависит от толщины свариваемого металла (Таблица 2).
Перед сваркой каждого последующего прохода металл предыдущего должен охладиться до температуры ниже 100 °С.
 |
 |
По сравнению с обычно используемым методом аргонодуговой сварки стыков труб из аустенитных сталей неплавящимся электродом с подачей присадочной проволоки метод сварки «автопрессовкой» имеет следующие технико-экономические преимущества:
- сокращение трудоемкости сварки;
- исключение лишних расходов на сварочные материалы, так как сварка производится без присадки и соответственно сокращается расход защитного газа и электроэнергии;
- облегчается выполнение сварки в условиях повышенной затемненно-сти и труднодоступных условиях;
- повышается стабильность качества сварных соединений.