Сварка трением
Подробности- Подробности
- Опубликовано 24.10.2015 10:09
- Просмотров: 4251
 Сварка трением с перемешиванием тонкостенных соединений из морского алюминиево-магниевого сплава 1561.
Сварка трением с перемешиванием тонкостенных соединений из морского алюминиево-магниевого сплава 1561.
На основе экспериментальных исследований термических циклов разработана расчетная методика определения параметров режима процесса, позволяющая минимизировать тепловложение при сварке трением с перемешиванием алюминиево-магниевого сплава марки 1561 с целью получения сварных соединений со свойствами на уровне свойств основного металла.
Введение
В настоящее время для строительства скоростных судов малого и среднего водоизмещения широко используются свариваемые деформируемые сплавы системы алюминий-магний, обладающие высокой коррозионной стойкостью в морской воде. Наибольшее распространение при изготовлении средне-и высо-конагруженных крупногабаритных сварных конструкций и изделий получил сплав марки 1561, разработанный специально для судостроения ФГУП «ЦНИИ КМ «Прометей». Основной объём сварных конструкций изготавливается из холоднокатаных листов и прессованных панелей толщиной от 2 до 6 мм.
Изготовление тонколистовых сварных конструкций распространенными способами аргонодуговой сварки плавлением неизбежно связано с образованием значительных остаточных деформаций, вызванных процессами плавления металла сварного шва [1]. При этом прочность сварных соединений составляет не более 0,9 от прочности основного металла.
В качестве альтернативы существующим способам сварки плавлением в начале 90-х годов институтом сварки TWI (Великобритания) был предложен новый способ сварки – сварка трением с перемешиванием (СТП) [2].
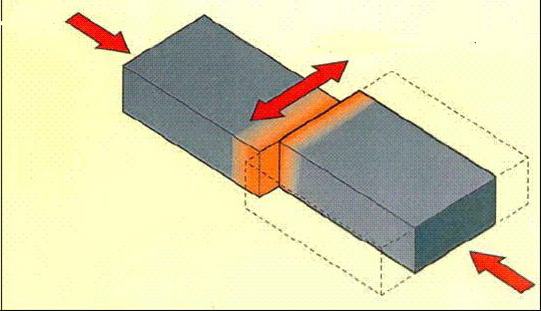
Процесс СТП осуществляется благодаря вращающемуся сварочному инструменту, который внедряют в сва-риваемые кромки на всю их толщину. За счет теплоты, выделяющейся при трении поверхностей сварочного инструмента с поверхностью заготовки, материал последней нагревается до пластифицированного состояния.
При поступательном перемещении вращающегося инструмента вдоль линии стыка пластифицированный материал, обтекая наконечник, перемещается из зоны захвата в зону приема металла, образующуюся позади сварочного инструмента.
Физический контакт перемещенных слоев металла с нагретым основным металлом и их совместное пластическое деформирование способствуют протеканию процессов схватывания и динамической рекристаллизации с образованием сварного шва [3] (рис. 1).
В отличие от сварки плавлением, при которой металл шва формируется в результате кристаллизации присадочного металла, частично перемешенного с металлом расплавленных свариваемых кромок, процесс СТП осуществляется за счет пластификации свариваемого металла без его расплавления. Благодаря относительно низкому тепловложению при СТП сварные соединения имеют незначительные сварочные деформации.
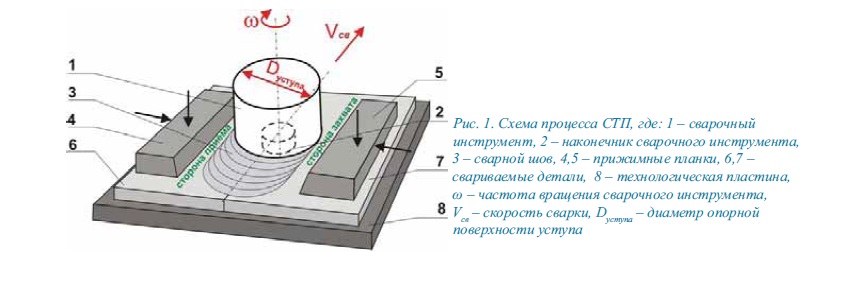
Основными параметрами, определяющими уровень тепловложения при сварке при постоянном осевом давлении, являются скорость сварки, частота вращения сварочного инструмента и диаметр опорной поверхности уступа (рис.1).
Сообщается, что в зависимости от режима сварки максимальная температура может изменяться в диапазоне 0,5 - 0,8 от температуры плавления свариваемого металла [4-5].
Очевидно, что для минимизации остаточных деформаций и степени разупрочнения зоны термического влияния основного металла необходимо выбирать режим сварки, соответствующий минимально возможному тепловложению, при котором формируется качественное соединение.
Методика, результаты и анализ экспериментального исследования
Выбор оптимального теплового режима сварки осуществлен по результатам изучения влияния параметров процесса сварки трением с перемешиванием алюминиево-магниевого сплава марки 1561 на тепловложение.
Использована разработанная экспериментальная методика, основанная на контактном методе измерения температуры, которая обеспечивала погрешность, не превышающую 15 °С [6].
Варьируемыми параметрами были выбраны частота вращения в диапазоне 500-1400 об/мин, диаметр опорной поверхности уступа - от 8 до 12 мм и скорость сварки – от 80 до 210 мм/мин.
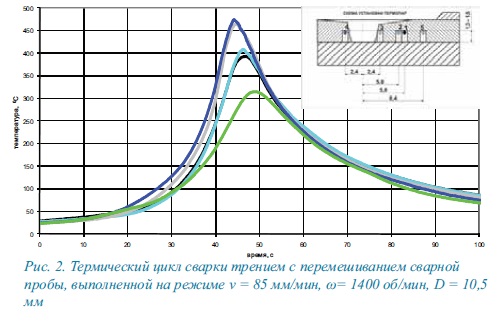
Полученные термические циклы (рис. 2) подчиняются закономерностям основных положений теории распространения тепла при сварке, что свидетельствует о корректности полученных результатов и подтверждает правомерность использования разработанной экспериментальной методики.
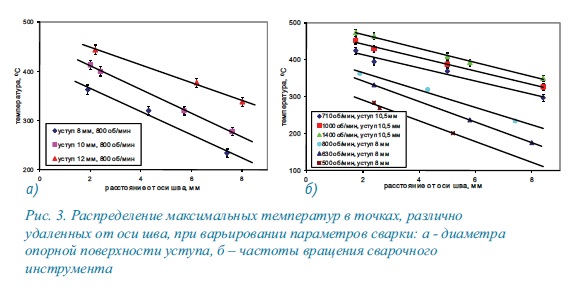
Анализ экспериментальных результатов показал, что наиболее существенное влияние на достижение максимальных температур имеют диаметр уступа и частота вращения сварочного инструмента (рис. 3 а, б). Влияние скорости сварки в исследуемом диапазоне незначительно и составляет 4 %, что сопоставимо с погрешностью экспериментальных измерений.
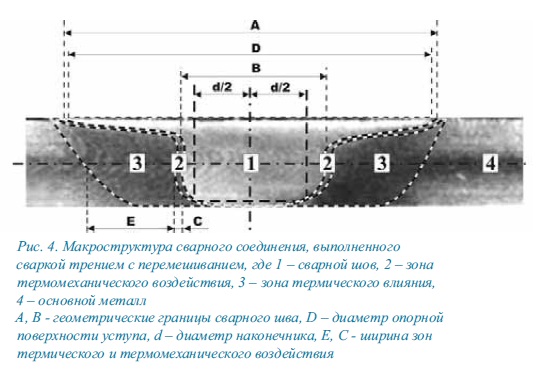
Исследование структуры металла сварных соединений свидетельствует о типичном для процесса сварки трением с перемешиванием формировании зон сварного соединения вне зависимости от режима сварки (рис. 4). Геометрические границы сварного шва А и В определяются размерами сварочного инструмента D и d, а ширина зон термического и термомеханического воздействия Е и С зависит, главным образом, от диаметра опорной поверхности уступа D и частоты вращения сварочного инструмента #.
Структуры металла сварных швов, полученных при различных тепловых режимах, имеют существенные отличия. Установлено, что швы, выполненные в диапазоне температур 280-380°С, характеризуются выраженной слоистой структурой, в которой наблюдаются протяженные меж-слойные трещины как в центральной, так и в корневой части, и являются неприемлемыми для получения качественных соединений.
Швы, выполненные при температурах нагрева металла свариваемых кромок выше 390 °С, характеризуются плотным формированием, без трещин, расслоений и несплошностей (рис. 5).
Таким образом, экспериментально установлено, что обязательным условием качественного соединения перемещаемых слоев металла при СТП алюминиево-магниевого сплава марки 1561 является обеспечение максимальной температуры в зоне формирования более 390 °С.
Для обобщения факторов, влияющих по совокупности на тепловло-жение, проведено численное моделирование процесса перемещения сварочного источника вдоль линии стыка свариваемых заготовок. В соответствии с данными исследований [7] источник тепла принимался распределенным по поверхности сварочного инструмента с учетом, что 20 % теплоты при сварке вводится наконечником, 80 % - опорной поверхностью уступа по квадратичной зависимости от радиуса. Суммарная величина тепловложения, вводимого при расчете, контролировалась условием максимального приближения решения к экспериментальным данным.
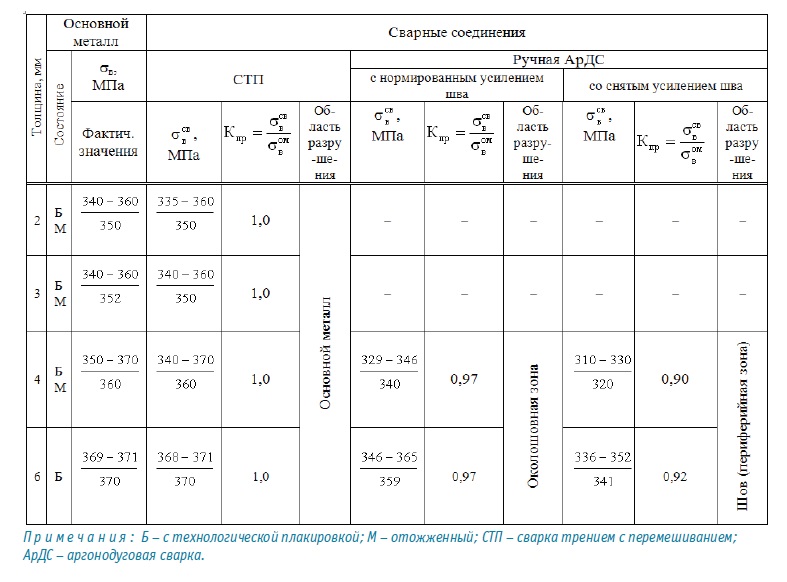
Результаты испытаний на статическое растяжение плоских образцов из основного металла (сплав 1561) и сварных соединений, выполненных СТП и АРДС
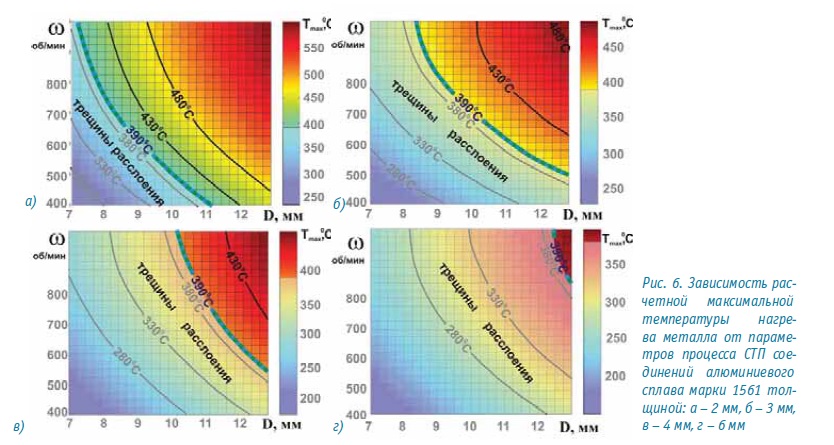
В результате были получены численные решения термических циклов исследуемых режимов сварки, различие которых с экспериментальными данными не превышает 6 °С, и установлена зависимость тепловложения от конструктивно-технологических параметров сварки. Результаты расчета тепловложения позволили определить закономерность изменения температуры при варьировании диаметра уступа и частоты вращения сварочного инструмента при сварке алюминиевого сплава марки 1561 толщиной от 2 до 6 мм (рис. 6).
Таким образом, на основании проведенных исследований определены закономерности изменения максимальной температуры металла шва от параметров сварки и установлены оптимальные диапазоны режимов, соответствующие минимальному те-пловложению и обеспечивающие качественное формирование сварного соединения.
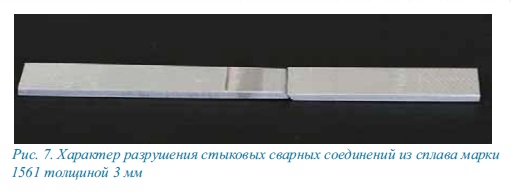
На выбранных режимах сварки изготовлены сварные пробы размером 500x500 мм для проведения механических испытаний. Результаты испытаний показали, что механические свойства сварного соединения реализуются на уровне свойств основного металла (Таблица 1). Разрушение сварных образцов происходит по основному металлу на расстоянии более 4 мм от границы со швом (рис. 7).
Для сравнительного анализа испытаны соединения, выполненные сваркой плавлением. Сварные стыковые соединения алюминиевого сплава марки 1561 толщиной 4 мм выполнены ручной аргонодуговой сваркой с заполнением разделки свариваемых кромок присадочным материалом СвАМг61 (ГОСТ 7871-75) диаметром 3 мм на режиме: сила тока 150-200 А, диаметр вольфрамового электрода – 4 мм, расход аргона - 7-8 л/мин. Количество проходов - 2. Испытания на статическое растяжение показало, что достижение прочности, близкой к основному металлу, возможно только для соединений, выполненных с нормированным усилением шва (таблица 1), при этом разрушение образцов локализуется по границе соединения.

Испытания на статический изгиб образцов с поперечным и продольным швом, выполненных сваркой трением с перемешиванием, свидетельствуют о практически одинаковой способности стыковых соединений к деформированию. При испытаниях на оправке диаметром 6 толщин появления трещин не было зафиксировано при углах изгиба, равных 180° (рис. 8).

Оценка остаточных деформаций не выявила отклонения размеров сварных заготовок, вызванных сварочным нагревом. Максимальная величина стрелки прогиба составляет 10 % от толщины заготовок, что находится на уровне разнотолщинности исходного материала (рис. 9).
Заключение
Таким образом, на основе экспериментально установленных закономерностей распределения максимальных температур в зависимости от основных технологических параметров процесса сварки выбраны оптимальные режимы сварки, обеспечивающие качественное формирование металла шва при минимальном тепловложении.
Показано, что свойства сварного соединения алюминиево-магниевого сплава марки 1561, выполненного сваркой трением с перемешиванием, определяются свойствами основного металла и удовлетворяют требованиям Российского морского регистра судоходства, предъявляемым к сварным соединениям морского алюминиево-магниевого сплава марки 1561.