Переоборудование автомата А-1698
Подробности- Подробности
- Опубликовано 21.10.2015 09:59
- Просмотров: 1883
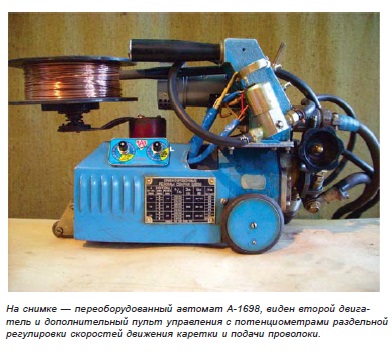
В 2007-2008 гг. на судостроительном заводе «Северная верфь» силами авторов - специалистов отдела главного сварщика разработан и успешно реализован проект переоборудования автомата для сварки угловых швов А-1698.
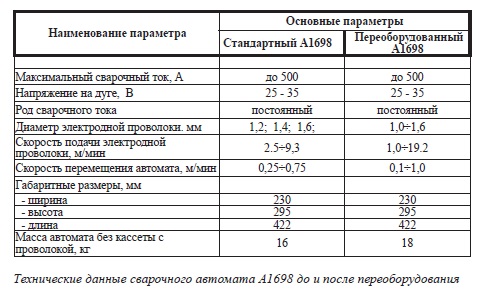
Основная цель переоборудования – установка раздельных приводов подачи сварочной проволоки и движения каретки (серийный автомат имеет единый привод со ступенчатой регулировкой посредством сменных шестерен) для обеспечения плавной (бесступенчатой) и независимой регулировки скорости перемещения каретки и подачи сварочной проволоки. Побочная цель переоборудования – применение для приводов автомата стандартных (без переделок) блоков управления от полуавтоматов «Гранит-3», имеющих значительно более высокую надежность по сравнению со штатным блоком управления А-1698 (рассчитанным для работы со сварочным преобразователем ПСГ) при использовании в качестве источника питания сварочной дуги выпрямителей ВДУ-506 и ВДУ-505.
Все работы по изготовлению осуществлялись силами творческой группы авторов.
Питание каждого двигателя осуществляется от отдельного стандартного блока управления «Гранит-3» через оригинальный Y-образный кабель, в механическом приводе использован зубчатый ремень, закрытый кожухом. По результатам проведенных в лаборатории сварки отдела испытаний переоборудованного автомата А-1698, все поставленные цели были достигнуты.
Переоборудованный автомат по сравнению со стандартным позволяет:
• обеспечить получение стабильной величины катета угловых сварных швов от 3 до 9 мм при использовании порошковой сварочной проволоки диаметром 1.2 мм. Стандартный А-1698 обеспечивает фактическую величину катета от 3 до 5 мм (порошковая проволока диаметром 1.2 мм), что не позволяет использовать его для сварки конструкций с требуемой величиной катета угловых швов приварки набора 6 - 8 мм;
• обеспечить бóльшую скорость сварки по сравнению со стандартным автоматом, что увеличивает производительность и снижает тепловые деформации;
• быстро и просто установить оптимальный режим сварки без замены шестерен;
• надежно работать от выпрямителей ВДУ-506 и ВДУ-505 с использованием блоков управления «Гранит-3».
Переоборудованный автомат передан в сборочно-сварочный цех для испытаний в условиях производства, где также показал положительные результаты, после чего по заявке цеха отделом был изготовлен ещё один автомат, в настоящее время передаваемый в цех. Процесс переоборудования весьма технологичен и может осуществляться серийно. Работы продолжаются, есть идеи и наработки по созданию других портативных сварочных агрегатов, пригодных для использования в судостроении и не только. Творческая группа готова к сотрудничеству с другими предприятиями отрасли для совместной реализации подобных проектов.