Концепция развития сварочного оборудования для электродуговой сварки
Подробности- Подробности
- Опубликовано 13.10.2015 09:22
- Просмотров: 3174
 Содержание концепции состоит в определении основных принципов разработки, производства и эксплуатации перспективной системы сварочного оборудования для электродуговой сварки.
Содержание концепции состоит в определении основных принципов разработки, производства и эксплуатации перспективной системы сварочного оборудования для электродуговой сварки.
Содержание:
1.Введение
2.Требования к перспективному сварочному оборудованию
3.Способы достижения качественной сварки = инвертор + цифровое управление
4.Разделение СА на аппаратную и программную компоненты
5.Аппаратная компонента состоит из силовой и цифровой
6.Силовая — модульный принцип построения
7.Программная + цифровая = полный цифровой синтез
8.Преимущества концепции
9.Реализация концепции — линейка сварочных аппаратов ЛЭТ для электродуговой сварки
10.Выводы
Введение
Концепция (от лат. conceptio — понимание,система) определенный способ понимания, трактовки какого-либо предмета, явления, процесса, основная точка зрения на предмет и др.
Содержание концепции состоит в определении основных принципов разработки, производства и эксплуатации перспективной системы сварочного оборудования для электродуговой сварки.
Цель разработки перспективной системы сварочного оборудования — на основе современных достижений в области силовой электроники, цифровой техники и программирования создать сварочное оборудование, спроектировать технологическое оборудование для его серийного производства и сопровождения.
При разработке решалась задача обеспечения качества сварки при минимальной стоимости суммарных затрат на разработку, изготовление и эксплуатацию сварочного оборудования.
Требования к перспективному сварочному оборудованию
Конкурентоспособное сварочное оборудование должно отвечать следующим требованиям:
- качественная сварка всеми видами сварки (ММА, MIG, MAG, TIG) для всех металлов во всех условиях и во всем диапазоне сварочных токов (10–2000 А),
- работа в составе системы качественного менеджмента предприятия (ИСО Р 2001),
- возможная работа в автоматизированных системах,
- высокий КПД (> 90%),
- высокая надежность (наработка на отказ не менее 15 000 часов),
- низкая удельная стоимость сварочного тока,
- высокая степень унификации и возможность модернизации,
- адаптивность и удобное управление,
- безопасное применение и механическая прочность,
- высокая степень защиты от внешних воздействий.
Качественная сварка предполагает: надежность зажигания, повышенную устойчивость горения и высокую эластичность дуги.
Способы достижения качественной сварки = инвертор + цифровое управление
Анализ развития сварочного оборудованияпоказывает, что в настоящее время качественная сварка достигается в основном путем применения инверторной технологии для создания необходимого сварочного тока и цифрового управления всеми параметрами сварки.
Современный сварочный аппарат представляет собой специализированный вычислительный комплекс, и, следовательно, при его разработке необходимо учесть историю развития компьютеров.
В настоящее время программное обеспечение компьютера отделено от его аппаратной реализации операционной системой (ОС), поэтому программа, написанная на одном компьютере, может быть использована на любом другом, независимо от производителя. Можно сказать, что ОС — это «совокупность программ, управляющих оборудованием и другими программами». Обязанность производителя аппаратуры состоит в обеспечении правильной работы оборудования с операционной системой, а разработчики программ добиваются функционирования своих программ под управлением ОС.
Сейчас каждый производитель сварочной теххники с применением цифровой технологии самостоятельно разрабатывает силовую часть и программное обеспечение для своего оборудования, и нет никакой возможности применить программу одного производителя на оборудовании другого, т. к. программы являются полностью машинозависимыми.
По аналогии с развитием компьютерных технологий, где такое положение было несколько десятков лет назад, необходимо разделить аппаратную и программную компоненты в сварочном оборудовании.
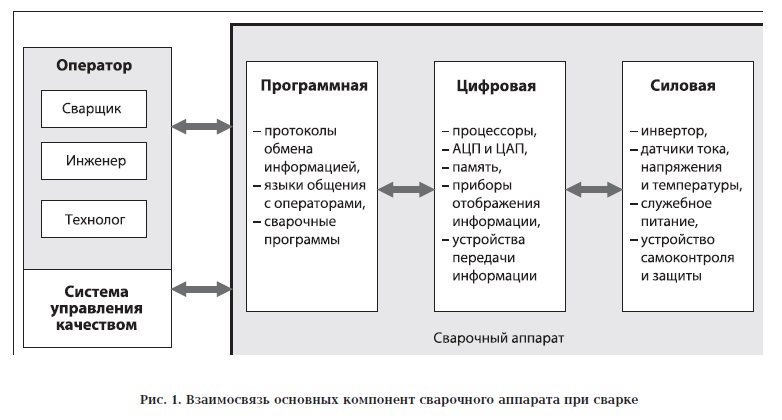
Особенность сварочного оборудования в том, что его аппаратная реализация состоит из силовой и цифровой составляющих. Взаимосвязь основных компонент сварочного аппарата представлена на рисунке 1.
Силовая часть непосредственно преобразует электрическую энергию питающей сети в необходимый сварочный ток. Силовая часть полностью контролируется цифровой компонентой, которая содержит необходимые вычислительные мощности для:
— регистрации и обработки поступающей от силовой части информации,
— хранения программы сварки,
— выработки управляющих сигналов (уставок) для силовой части,
— проведения самодиагностики и диагностики силовой части,
— формирования информации для оператора и системы качества.
Программная часть — это:
— протоколы и программы обмена информации между силовой и управляющей компонентами,
— программы обработки текущей информации о сварке,
— сварочные программы (язык, ввод, хранение, интерпретация),
— протокол и программа обмена информацией с оператором (технологом, инженером, сварщиком),
— протокол и программа передачи информации в систему управления качеством.
Для разработки современного сварочного оборудования необходимо разрабатывать сразу три части, требующие специалистов различного направления, что значительно усложняет и удорожает как разработку, так и процесс эксплуатации сварочного оборудования.
Если бы сейчас существовало такое разделение, то появились бы специализированные фирмы, некоторые из них разрабатывали бы и производили силовую часть, другие — цифровую, а третьи — программное обеспечение. При этом естественно существовали бы и фирмы, производящие все три компоненты. В условиях рыночной экономики со временем побеждает тот, кто делает товар лучше и дешевле, поэтому на рынке появились аппараты, которые можно было бы собирать, как в настоящее время персональные компьютеры.
Элементная база электроники развивается очень стремительно, поэтому в условиях разделения аппаратной и программной компонент можно легко сменить отдельно силовую или цифровую компоненту, не меняя другие части сварочного аппарата, что существенно упрощает модернизацию и эксплуатацию сварочного оборудования.
Для реализации принципа разделения аппаратной и программной компонент сварочного оборудования необходимо прежде всего решить проблему производства силовой части сварочного оборудования, к которой предъявляются сложные противоречивые требования по диапазону токов, габаритов, веса, стоимости, надежности.
Одним из возможных способов решения данной проблемы является реализация модульного принципа построения силовой части. Суть способа состоит в разработке одного источника питания, который преобразует переменный ток в постоянный с высоким КПД.
При этом модули:
- можно включать параллельно и (или) последовательно для получения необходимых параметров сварочных токов и напряжений,
- управляются (синхронизируются) внешними сигналами,
- имеют свои средства контроля работоспособности,
- обладают высокими динамическими способностями.
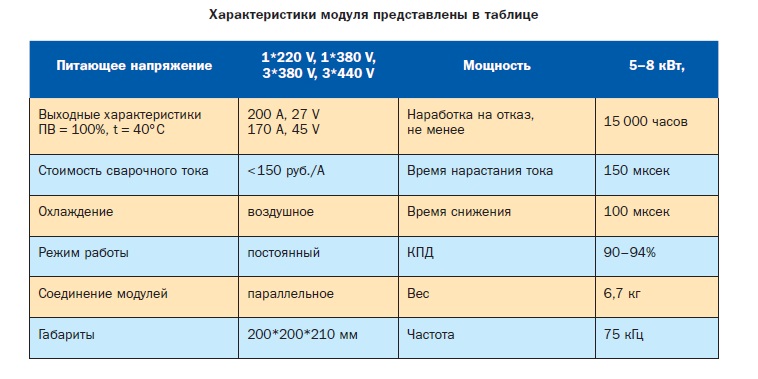
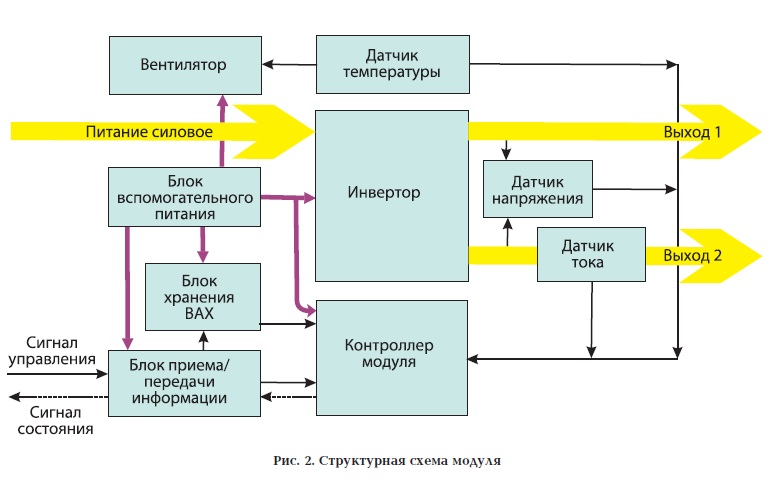
В «Лаборатории электронных технологий» был разработан модуль, отвечающий перечисленным требованиям. Модуль конструктивно состоит из четырех узлов, причем два узла расположены на радиаторах, которые образуют вентиляционную трубу, через которую проходит воздух для охлаждения, не соприкасаясь с электроникой, что, естественно, существенно увеличивает ресурс работы электроники во вредных условиях производства. Структурная схема модуля представлена на рисунке 2.
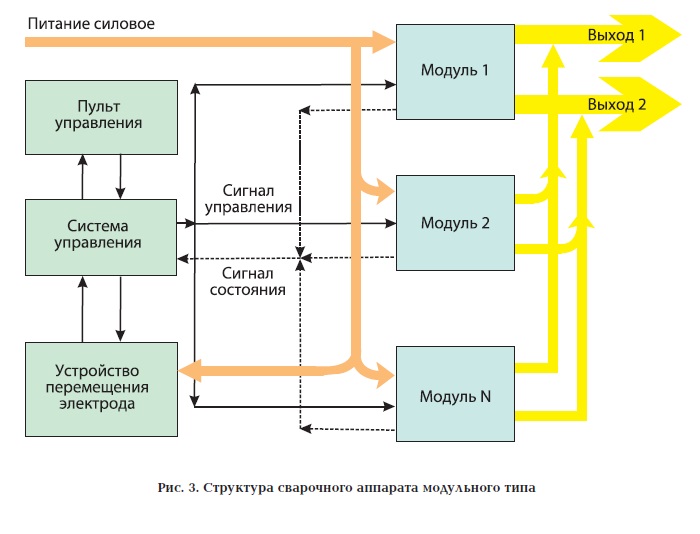
Таким образом, используя различное количество модулей, можно собирать сварочный аппарат на необходимой мощности. При этом системе управления безразлично, сколько модулей подключено к ней. Схема включения модулей в сварочный аппарат представлена на рисунке 3.
Цифровая компонента сварочного аппарата выполняет функции управления силовой частью и обеспечивает взаимодействие сварочного аппарата и оператора, сварочного аппарата и системы управления качеством.