Применение методов лазерной сварки в современном промышленном производстве
Подробности- Подробности
- Опубликовано 05.05.2016 09:13
- Просмотров: 12150
Лазерная сварка представляет современный процесс соединения материалов, выполняемый с использованием направленного пучка лазерного излучения. С момента появления ранних промышленных процессов прошло всего 20—25 лет, но бурный рост числа приложений и перспектив этой технологии во многих отраслях современного производства совершенно очевидны.
Лазерный пучок является мощным концентрированным источником теплоты, позволяющим получать узкие, глубокие сварные швы при высокой скорости ведения процесса. Лазерная сварка быстро распространяется в качестве штатного процесса в промышленности благодаря ее исключительным свойствам.
Поскольку лазерная технология легко автоматизируется и роботизируется, ее внедрение в массовое производство, например, автомобильную, судостроительную, авиакосмическую, компьютерную, медицинскую, электронную и другие отрасли, получило особый приоритет. Использование компьютерных систем управления обеспечивает высокую повторяемость параметров самого процесса и высокое качество продукции, что упрощает контроль. С другой стороны, промышленные лазеры превратились в весьма надежный и стабильный инструмент с широким диапазоном свойств и возможностей, включая превосходный ресурс, что позволяет использовать их в огромном спектре приложений, включая микро-обработку.
Элементы физики сварки металлов
Все методы классической лазерной сварки могут быть объединены в две основные категории: лазерная проникающая сварка или, как иногда ее называют, сварка с перемещающейся порой и конвективная сварка. При этом оба вида обычно осуществляются эндогенно, без добавки к соединению присадочного материала. Лазерная сварка с перемещающейся порой осуществляется с глубоким проплавлением и является наиболее применяемой. В таком процессе лазерное излучение остро фокусируется с целью получения очень высокой плотности мощности (как правило, не менее 1 МВт/см2) на поверхности детали. В центре рабочего пятна (где плотность мощности наиболее высока) металл испаряется, открывая глухую пору в ванне расплава. Давление испаренного металла внутри этой поры удерживает наружный расплавленный металл и поддерживает пору в течение всего процесса. Небольшой размер поры и окружающей ее зоны результируется в сравнительно малую зону расплава и, соответственно, зону нагрева. Сварные швы, формирующиеся в таком процессе, отличаются относительно большой глубиной и остротой формы (рис. 1, б).
Точечный ввод теплоты означает, что образец как нагревается, так и остывает крайне быстро, что снижает вероятность роста зерна в прочных низколегированных сталях. Даже при том условии, что при сварке с глубоким проплавлением не используются присадочные материалы, высокие температуры в зоне поры способствуют испарению некоторых компонентов материала, что приводит к изменению структуры металла в зоне расплава. Кроме того, при быстром остывании образуются значительные сплошные мартенситные зоны и зоны термо-упрочненного материала.
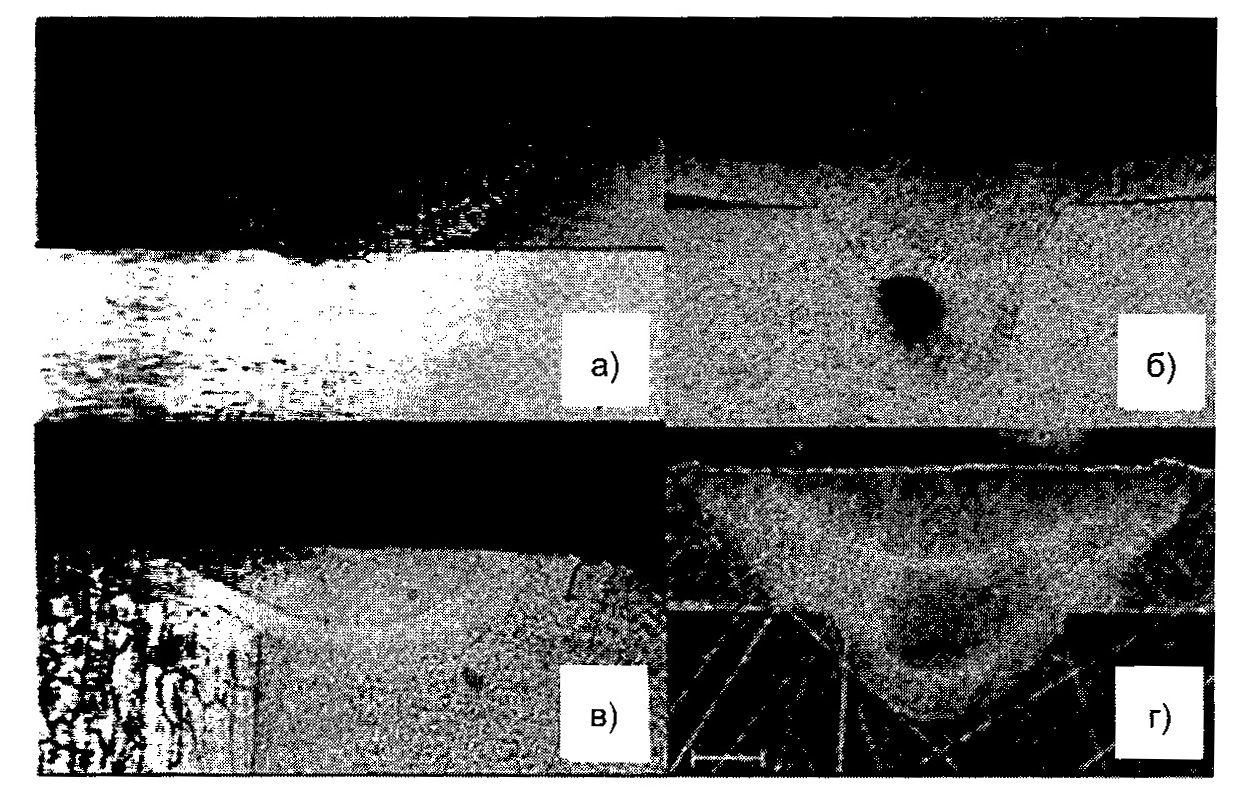 Рис. 1. Поперечные шлифы сварных швов: а — конвективная сварка; б — сварка с глубоким проплавлением (с перемещающейся порой) импульсным лазерным излучением; в— сварка двух материалов с разной термической диффузией; г — сварка двух материалов с разной поглощательной способностью лазерного излучения
Рис. 1. Поперечные шлифы сварных швов: а — конвективная сварка; б — сварка с глубоким проплавлением (с перемещающейся порой) импульсным лазерным излучением; в— сварка двух материалов с разной термической диффузией; г — сварка двух материалов с разной поглощательной способностью лазерного излучения
В том случае, когда критическая температура, необходимая для образования поры испарения, не достигнута, происходит простое расплавление поверхностных слоев. Энергия лазерного излучения практически полностью поглощается вблизи поверхности образца, а теплота передается внутрь образца механизмом конвекции. Сварные швы в таких случаях обычно неглубокие и часто имеют чечевицеобразную форму (рис. 1, а). ЗТВ обычно значительно больше, чем при сварке с глубоким проплавлением, и переход от зоны расплава к основному металлу более плавный. При этом ограничено образование мартенсита и, как правило, легкие компоненты металла не испаряются. Поэтому различия в физических и механических свойствах между основным металлом и зоной расплава минимальны.
Жесткий режим сварки с глубоким проплавлением требует определенной пороговой мощности для начала процесса, что обусловливает весьма узкий диапазон возможных режимов.
С другой стороны, конвективная лазерная сварка осуществляется в широком диапазоне мощностей, что делает этот процесс достаточно гибким. В целом комбинация, заключающаяся в контроле и регулировании мощности излучения, и небольшая глубина сварного шва делают конвективную сварку широко востребованной технологией, применение которой оправдано для сварки тонких изделий и деталей сложной формы, чувствительных к термическим воздействиям.
Достоинства лазерной сварки и ее сравнение с другими методами
С производственной точки зрения можно отметить следующие преимущества лазерной сварки, благодаря которым эта технология часто получает предпочтение перед традиционными методами:
- минимальное тепловое влияние, небольшая ЗТВ, а соответственно и минимальное коробление;
- высокие качество, равномерность и повторяемость сварных швов, а также прочность металла сварных швов;
- гибкость в управлении лазерным пучком вплоть до его доставки в зону сварки с помощью волоконной оптики; возможность сварки труднодоступных областей, не достижимых никаким другим методом;
- высокую скорость наплавки, а соответственно, и производительность процесса;
- простоту контроля и автоматизации процесса;
- универсальность — тот же самый лазерный инструмент может быть использован для резки, сверления и некоторых других операций.
Лазеры, применяемые для сварки
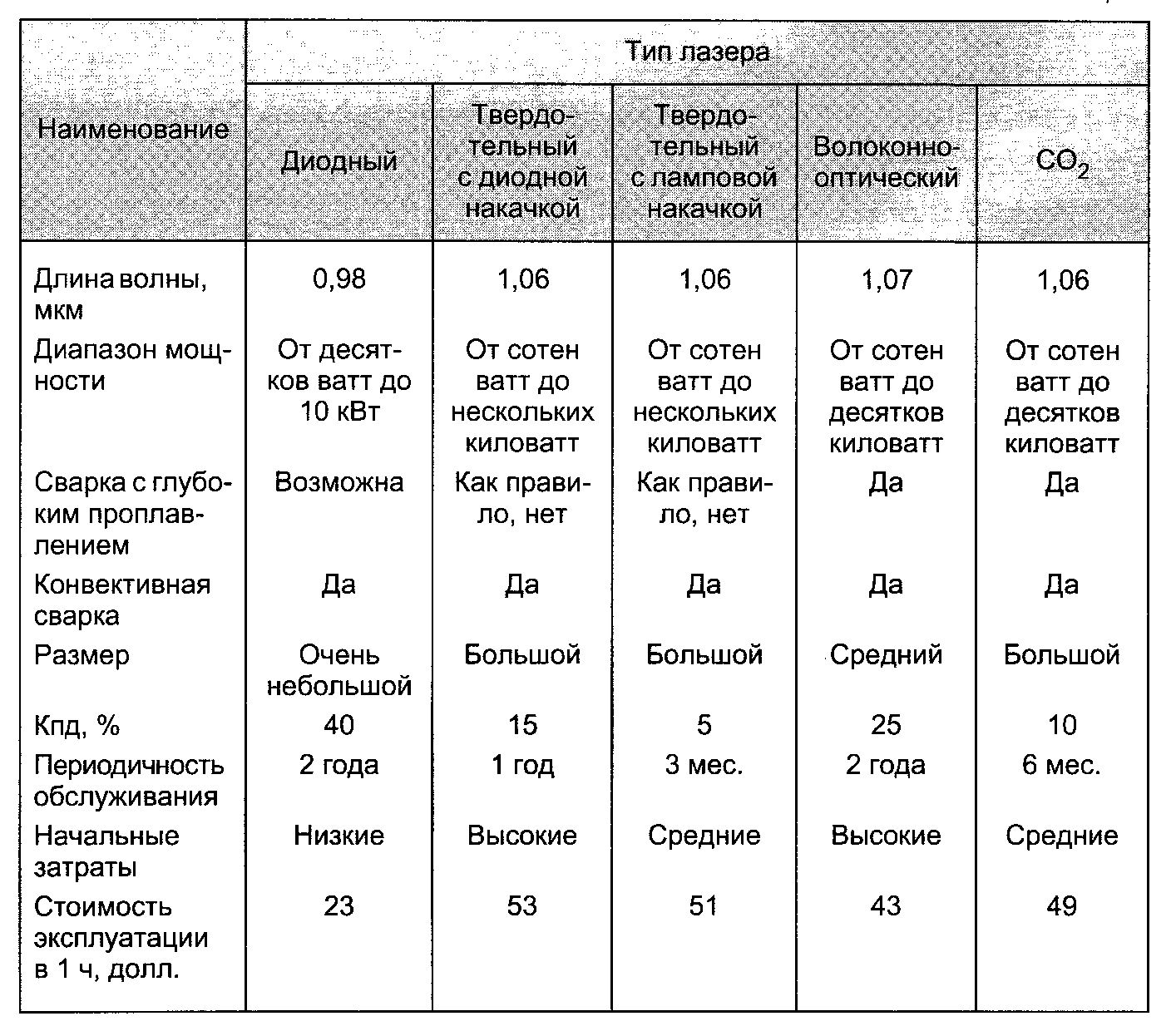
В настоящее время в промышленном производстве для сварки используют несколько основных видов лазеров. Специфические свойства каждого из этих видов (физические параметры, свойства пучка излучения, стоимость и др.) определяют процесс сварки, в котором эти лазеры могут быть использованы. Наиболее часто встречающимися в сварочном производстве являются углекислотные (С02), твердотельные (с ламповой или диодной накачкой) и волоконные лазеры. В последние годы в определенных видах производства значительное распространение получили также и диодные лазеры высокой мощности. В табл. 1 приведены основные технические параметры и практические характеристики различных лазеров, широко применяемых в сварочном производстве.
С02-лазеры излучают на длине волны 10,6 мкм в инфракрасном диапазоне. Обычно такие лазеры генерируют пучок высоко-коллимированного излучения диаметром от нескольких миллиметров до единиц сантиметров. Поскольку инфракрасное излучение плохо поглощается большинством металлов, плотности мощности, необходимой для осуществления режима с активным проплавлением, достигают острой фокусировкой пучка. Существенным недостатком С02-лазеров (впрочем, как и любых газовых лазеров) является их низкий КПД (мощность излучения, отнесенная к электрической мощности накачки), что приводит к высокой эксплуатационной стоимости. Второй недостаток мощных газовых лазеров — это их значительные габаритные размеры. Оба указанных фактора вносят определенные ограничения в их размещение в реальном технологическом процессе.
Коллимированный пучок излучения на выходе твердотельных лазеров, где излучение накачки от лампы или группы светодиодов фокусируется или инжектируется в лазерный стержень или диск, имеет длину волны в ближней инфракрасной области (обычно 1,064 мкм) и может быть доставлен к месту обработки по световоду. Твердотельные лазеры с ламповой накачкой (LPSS) имеют довольно низкий КПД, более того, лампы накачки нуждаются в регулярной и довольно частой замене, что существенно увеличивает эксплуатационные затраты. Тем не менее традиционные технологии сварки с использованием таких лазеров хорошо отработаны.
Таблица 1
Лазеры с диодной накачкой (DPSS) имеют гораздо более высокую надежность, более длинные интервалы в циклах обслуживания, более низкую стоимость потребляемых материалов и деталей. Однако их начальная стоимость несколько выше, что требует более высоких первичных инвестиций и фактически выравнивает стоимость эксплуатации твердотельных лазеров обоих видов.
Волоконные лазеры с легированием активного вещества редкоземельными элементами генерируют излучение с практически единственной длиной волны в диапазоне 1,0—2,1 мкм. В области металлообработки основной интерес представляет длина волны порядка 1,1 мкм с целью прямой замены лазеров на иттрий-алюминиевом гранате — с близким качеством излучения и поглощательной способностью обрабатываемых материалов, но с более высоким кпд лазера. Как правило, волоконные лазеры компактны и могут использовать воздушное охлаждение активного элемента. На основании опыта наилучшие возможности волоконных лазеров предполагают в области сварки пластических материалов, включая прецизионную сварку, сварку пленок и текстиля.
Концептуально волоконные лазеры напоминают твердотельные лазеры с диодной накачкой с тем отличием, что роль лазерной среды выполняет оптический волновод. Одномодовые волоконные лазеры способны генерировать пучок излучения на тех же самых длинах волн и близкой мощности, что и DPSS лазеры. Их особое преимущество перед твердотельными генераторами заключается в том, что они генерируют остронаправленный пучок, который может быть просто сфокусирован в пятно очень малых поперечных размеров. Последнее обстоятельство позволяет использовать волоконные лазеры при сварке с глубоким проплавлением.
Мощность многомодовых волоконных лазеров может достигать десятков киловатт, но фокальное пятно имеет гораздо большие поперечные размеры и, соответственно, много меньшую плотность мощности, что ограничивает их применение процессами кондуктивной сварки.
Некоторые разработки последнего десятилетия в области технологии мощных диодных лазеров расширили возможности лазерной сварки, равно как и существенно изменили стоимость таких процессов. Как результат, диодные лазеры нового поколения заменяют традиционные источники лазерного излучения во многих, уже устоявшихся, промышленных технологиях, включая сварку. Естественное прямоугольное сечение пучка, излученного диодной матрицей, легко трансформируется в полосу. Сфокусированный в виде линии пучок имеет идеальную форму для непрерывной шовной сварки. По контрасту процессы вольфрамовой дуговой сварки или традиционной лазерной сварки сопровождаются формированием на поверхности изделия пятна — источника нагрева в виде окружности с неравномерным распределением (градиентом) температуры. Геометрия пятна нагрева, формируемого с помощью диодного лазера с равномерным распределением энергии и, соответственно, незначительным теплоотводом из-за малой по размеру границы контакта лазерного излучения с холодным металлом вне зоны сварки позволяет превзойти эти процессы по многим параметрам.
Процесс сварки с использованием диодных лазеров дает возможность более длительного прогрева шва без значительного ущерба для остального металла. Причем зона сварки ограничена только геометрией шва. Кроме того, узкая линейная геометрия нагрева позволяет более глубокое проникновение компонентов, обеспечивая контролируемое смачивание элементов расплава, что в свою очередь способствует образованию качественного шва по типу дуговой сварки без разбрызгивания металла. Несомненные достоинства заключаются в меньшем проседании ванны при охлаждении расплава и гораздо меньшей ширине зоны термического воздействия, что способствует улучшению механических свойств, таких как усталостная прочность и износостойкость. Современные промышленные приложения мощных диодных лазеров включают сварку алюминия, чистого титана и оцинкованной стали. Диодные лазеры являются также и отличным источником излучения для сварки сталей с гальваническими покрытиями.
Современные технологии лазерной сварки металлов и сплавов
Благодаря широкому промышленному распространению сварки лазерным излучением невозможно рассмотреть все направления развития этой важной современной технологии. В данной работе рассмотрены лишь некоторые из них, которые на сегодняшний день представляются либо наиболее уникальными и многообещающими, либо широко распространенными в промышленности.
Сварка коррозионностойкой стали С02-лазером
Сварные швы с нулевой пористостью в режиме высокоскоростной сварки (порядка 12 м/мин) коррозионностойкой стали толщиной до 1,5 мм и глубиной 0,4 мм были получены при испытаниях технологии с лазерами нового поколения фирмы Coherent. Ширина шва была значительно меньше, чем при сварке твердотельными УАС-лазерами такой же средней мощности. В данном процессе использовали промышленные отпаянные С02-лазеры с выходной мощностью всего 500 Вт в частотно-импульсном режиме (использовали две основных частоты следования импульсов — 100 и 15 кГц). Отмечено, что скорость сварки, полученная в таком процессе выше, чем с любым другим известным лазером аналогичной средней мощности. Особенностью данного процесса является использование высокоэффективных надежных первоклассных лазеров, дешевых в обслуживании. Подобные лазеры, работая с короткофокусной оптикой (125 мм), обеспечивали высококачественные сварные швы в защитном газе (аргоне) при сварке аустенитной коррозионно-стойкой стали 304. Режимы сварки получены для типичного металла, который часто сваривают в промышленности именно лазерным излучением (рис. 2).
Один из высокопродуктивных индустриальных примеров — внедрение в США диодного лазера мощностью 4 кВт фирмы Coherent на трубопрокатном стане, до этого сконфигурированном под газодуговой процесс для сварки 0,035 и 3/8 дюймовых труб. Размеры лазерной головки малы и легко позволили встроить ее в существующую конструкцию без каких-либо переделок, а размер луча таков, что не потребовалось устройств для контроля за швом.
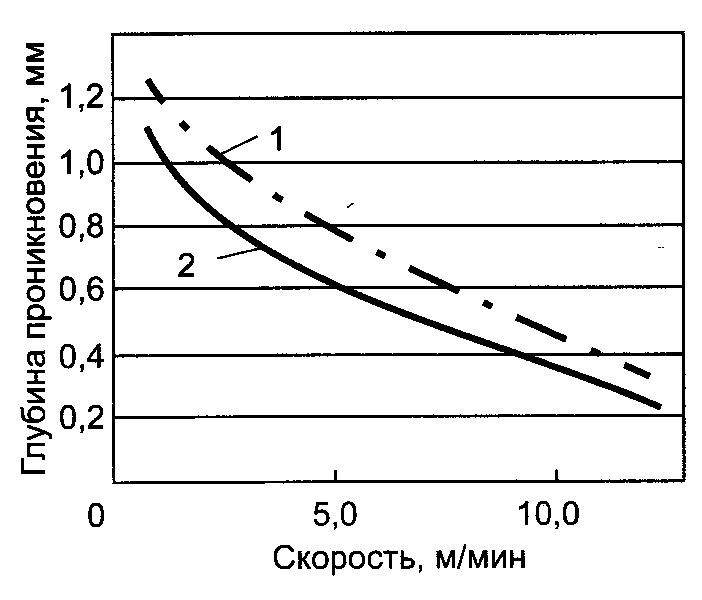
Рис. 2. Режимы лазерной сварки стали 304 лазером К-500 фирмы Coherent при частоте следования импульсов 100 (1) и 15(2) кГц
Сварка, выполняемая на данной установке, демонстрирует исключительно гладкие поверхности на обеих сторонах шва и небольшие искажения, что хорошо соответствует малой ЗТВ. Кроме того, отмечено незначительное окисление поверхности благодаря хорошему обтеканию защитного газа. Результирующий шов и ЗТВ приблизительно в 3—4 раза меньше, чем при дуговой сварке. Металлографический и дюрометрический анализ швов, полученных с использованием лазерной системы на диодах, показал наличие минимальных отклонений по твердости в ЗТВ и расплаве по отношению к основному металлу.
Лазерная сварка стальных труб с использованием лазеров на диодах характеризуется равномерностью структуры шва, высокой и однородной твердостью и высокой технологичностью.
Сварка алюминиевых сплавов
Постоянно растущий интерес к уменьшению массы автомобилей привлекает внимание автомобилестроителей к современным технологиям обработки алюминиевых сплавов. Соответственно значительные усилия направляются и на разработку специального надежного оборудования для лазерной обработки, в частности скоростной сварки алюминиевых деталей. Первые полученные результаты были неоднозначны и ненадежны. Однако в последнее десятилетие был достигнут серьезный прогресс в разработке методов лазерной сварки и специализированного оборудования, позволяющих получить стабильные сварные швы высокого качества в различных условиях.
Одним из примеров может служить метод сверхскоростной сварки алюминиевых сплавов 5182, 5754 и 6061 толщиной 1 мм (0,04 дюйма), разработанный специалистами фирмы Coherent с использованием диодных лазеров мощностью до 3,6 кВт. На рис. 3 приведена фотография сварного шва алюминиевого сплава 5754, полученного при скорости сварки 6 м/мин.
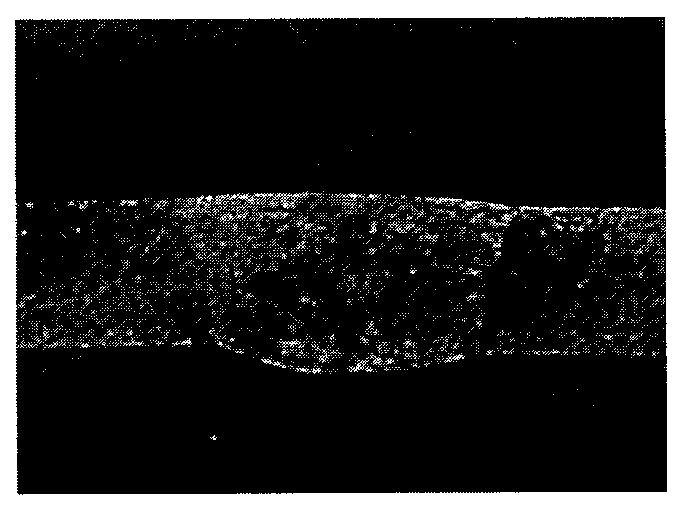
Рис. 3. Зона плавления и ЗТВ в сварном шве алюминиевого сплава 5754
Таблица 2
Очевидны минимальная пористость, высокое качество шва и минимальные искажения, подтвержденные результатами измерений. Испытания на растяжение, а также измерения микро-твердости и металлографические исследования в поперечном сечении шва также показали, что потери на испарение материала в ЗТВ минимальны.
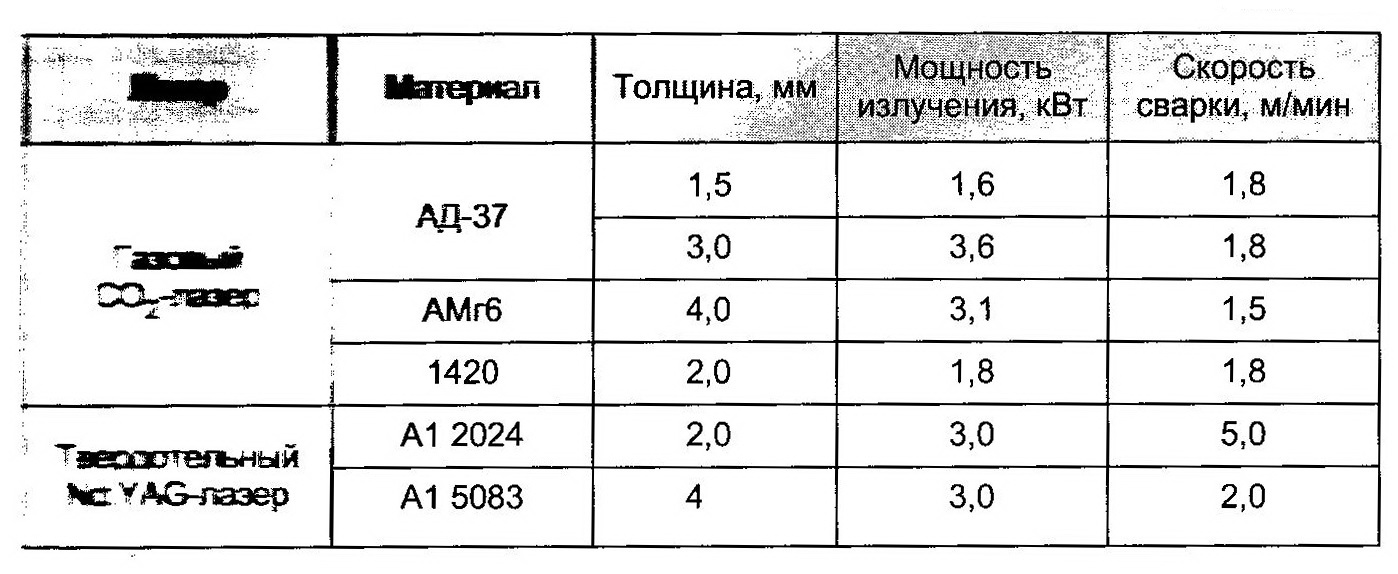
Ориентировочные режимы сварки российских алюминиевых сплавов приведены в табл. 2. В зависимости от состава материала режимы сварки изменяются незначительно. Наличие в составе материала легко-испаряемых элементов несколько снижает требуемую мощность из-за дополнительного воздействия реакции паров, возникающих в процессе формирования канала проплавления.
Пористость сварных соединений из сплава АМгб при оптимальной подготовке поверхности на всех режимах лазерной сварки находится в пределах допустимых значений согласно ГОСТам и ТУ на наиболее ответственные изделия. Установили, что в этих пределах существует зависимость пористости от скорости сварки и толщины свариваемого материала. Минимальное значение пористости достигается в диапазоне скоростей от 1,25 до 1,7 м/мин, а с увеличением толщины свариваемого металла количество пор возрастает. В сравнении с дуговой сваркой уровень пористости при лазерной сварке значительно ниже.
Сварка титана
При лазерной сварке технически чистых титановых трубок получают гладкую поверхность, очень незначительные деформации и никаких брызг на внутренних поверхностях. Этот процесс является безусловно наилучшей технологией (из известных) для сварки титана и его альфа-сплавов. Титан благодаря малой плотности, отличной коррозионной стойкости и высокой прочности применим во многих отраслях промышленности, включая аэрокосмическую, медицинскую, химическую.
Сварку в атмосфере аргона (100 %) производили со скоростью вплоть до 4 м/мин и при мощности лазерного излучения до 3,4 кВт. Отмечены минимальные вариации твердости от основы до ЗТВ и расплава, что являлось свидетельством минимального оксидирования и, соответственно, надежной газовой защиты. Это также является хорошим предположением того, что прочность металла, сварного шва на растяжение имеет тот же порядок величины, что и основного материала.
Важным при сварке титана является форма свариваемых деталей. Поскольку при лазерной сварке отсутствует присадочный материал (что существенно удешевляет процесс), рекомендуемыми конфигурациями при сварке титана являются сварка встык и внахлест. Благодаря лазерной технологии свариваемость титана с другими материалами уже не вызывает сомнений. Поскольку титан весьма активен с кислородом и азотом, при сварке требуется применение защитного газового экранирования. В лазерной технологии наибольшее применение имеют аргон, гелий или смесь обоих. Важные достоинства лазерной сварки титана включают также и простоту автоматизации процесса, что повышает повторяемость и надежность. При этом зона сварки и мощность излучения являются точно предсказуемыми и программируемыми, что в свою очередь уменьшает вероятность дисторсии деталей во время и после сварки за счет избыточного ввода теплоты.
Лазерная сварка чугуна
Лазерная лучевая сварка чугуна — безопасный и высококачественный метод. В основном технологи используют два направления получения швов без трещин: лазерную сварку с индукционным нагревом и лазерную сварку с присадкой. В первом случае индукционный нагрев осуществляют предварительно или во время лазерной обработки, что позволяет существенно повысить контролируемость процесса сварки. В частности, удается снять переходные напряжения, ограничить трещинооб-разование, уменьшить излишнюю твердость металла шва, повысить скорость сварки.
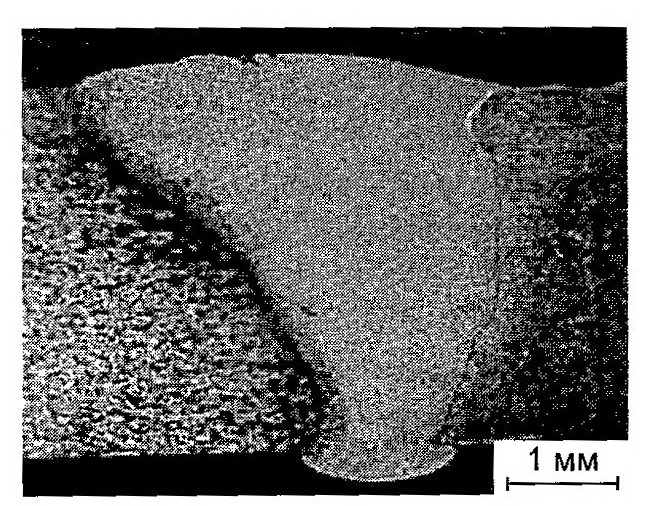
Рис. 4. Лазерная индукционная сварка чугуна GGG60 с закаливаемой сталью 42СгМо4
При лазерной сварке с присадкой можно модифицировать материал в пользу образования пластичных фаз, что обеспечивает отсутствие трещин в сварных швах. Метод сварки с присадкой — весьма эффективный способ соединения не только чугунных деталей друг с другом, но и надежной сварки чугуна с конструкционными сталями, а также цементованными и закаленными сталями (рис. 4).
Лазерная сварка чугуна представляется весьма многообещающей технологией в автомобильной промышленности и машиностроении для сварки корпусов, элементов шестерен, осей и др. Во многих случаях такая технология позволяет развивать новые направления дизайна и является эффективной по стоимости.
Лазерная сварка магниевых сплавов
Тенденции облегчения конструкций автомобилей и повышения эффективности автомобильного топлива приводят к необходимости включать в число применяемых материалов легкие сплавы, например сплавы магния. Для того чтобы применять такие материалы, необходимо иметь технологии, позволяющие получать качественные бездефектные швы с, высокой повторяемостью. Лазерная сварка благодаря ее универсальным достоинствам является и здесь многообещающим методом. Наиболее применяемыми при сварке магниевых сплавов долгие годы считали импульсные Nd:YAG- и непрерывные С02-лазеры, свойства которых хорошо известны и технологические параметры исследовали долгое время. Магниевые сплавы являются весьма проблемными для сварки, вообще, и для лазерной технологии, в частности. Низкая поглощательная способность оптического излучения, большая вязкость и высокое поверхностное натяжение металла в жидком состоянии делают сварку магниевых сплавов более трудной, чем стали. В ряде научно-технических работ приведены результаты исследования свариваемости различных магниевых сплавов мощным лазерным излучением импульсных Nd:YAG- и непрерывных С02-лазеров и параметры процесса с целью получения эндогенных швов. В частности, в работе исследовали сварку сплава AZ31B с помощью импульсных Nd:YAG- и непрерывных С02-лазеров. Показано, что свариваемость с использованием импульсного излучения с длиной волны 1,06 мкм существенно выше, что объясняется лучшим поглощением излучения материалом. Твердость металла полученных сварных швов была ненамного ниже, чем твердость основного материала. Похожие результаты получили авторы работы, которые проводили сварку на открытом воздухе и с гелевой защитой. Отмечено, что в обоих случаях твердость и механические свойства металла шва были близки, но влияние параметров излучения весьма критично, что требует точного соблюдения геометрии сварки, подбора диаметра пятна, фокусировки пучка излучения и отработки скорости сварки.
Недавние разработки волоконных и дисковых лазеров с высоким качеством пучка излучения имеют реальную возможность существенно улучшить возможности и повысить производительность технологии лазерной сварки. По сравнению с Nd:YAG- и С02-лазерами более высокое качество излучения обеспечивает более высокую скорость сварки, глубокий провар, большее удаление от обрабатываемой поверхности и более низкую стоимость самого процесса.
Лазерная пайка
Диодные лазеры — идеальный инструмент для пайки электронных компонентов. Такой процесс обладает уникальной надежностью, контролируемостью и простотой автоматизации. Лазерное излучение мощностью 30—350 Вт и длиной волны 810 или 977 нм с различной длиной импульсов транспортируют к месту обработки по оптическому волокну и фокусируют в пятно диаметром порядка 450 мкм. Рис. 5 дает определенное представление о процессе пайки 44 ножек электронной схемы панели управления. Расстояние между ножками 2,5 мм, а отверстия под них в плате диаметром порядка 1,7 мм. Размещение припоя производится вручную. После пайки все ножки тестируют на прочность.
Показано, что при недостаточной мощности лазерного излучения припой плохо смачивает деталь, что способствует низкокачественной пайке с образованием микро-полостей. Основные режимы были оптимизированы для припоя свинец—олово (мощность излучения 8 Вт при выдержке в течение 0,8 с) и для припоя серебро — олово (соответственно 10 Вт и 0,8 с).

Рис. 5. Ножки микросхемы после лазерной пайки
Лазерная сварка пластических материалов
Применение инфракрасных диодных лазеров для соединения пластических материалов — стремительно растущая область. Следует отметить, что многочисленные результаты еще не вышли за стены научно-исследовательских лабораторий и университетов, поэтому взрывной рост приложений еще впереди. Тем не менее, уже разработано несколько основных видов технологии лазерной сварки пластмасс.
Основной физический принцип, используемый сегодня при сварке пластмасс, известен как сварка переносом теплоты. В ряде современных экспериментов установили, что точный, контролируемый нагрев и плавление термопластиков могут быть осуществлены на границе двух пластиков, один из которых прозрачен для данного типа излучения, а второй — полностью его поглощает. При этом пучок излучения проходит через прозрачную составляющую соединения и поглощается нижним непрозрачным слоем, где выделяется достаточно теплоты для расплавления приграничных слоев с образованием сварного шва. Показано, что точечная сварка пластмасс является более контролируемой и может быть использована для сварки большого числа известных материалов. В качестве пропускающего излучение материала наиболее часто используют прозрачные (в видимом излучении) или окрашенные листы акрилового пластика, известного как Perspexl и поликарбонатов (PC) с торговой маркой Lexan2. Разработчики получили наилучшие результаты в диапазоне мощности 9—35 Вт/см и диаметре пучка в зоне обработки порядка 12 мм.
Возможна высококачественная точечная сварка основных видов пластмасс с использованием мощных диодных лазеров. Оптимизированная плотность мощности в точке сварки составляла 10—40 Вт/см2, а сварка при более высокой средней плотности мощности не предъявляет более высоких требований к мощности лазерного импульса. При уменьшении размеров рабочего пятна возможно быстрое повреждение материала.
На сегодня типичными для технологии сварки пластмасс являются полупроводниковые лазеры с излучением в диапазоне 808—980 нм, которые используют для соединения разнообразных комбинаций пластических материалов. Наиболее часто встречающиеся пары пластмасс включают полипропилен, поликарбонат, полиметилметакрилат, нейлон и АБС-пластик. Рабочий диапазон мощности излучения 1—100 Вт соответствует требованиям существующих технологических задач, основными параметрами которых являются собственно материал, толщина детали и требуемая скорость сварки. Наиболее важными требованиями, которым должен удовлетворять процесс лазерной сварки пластмасс являются прозрачность верхнего слоя для излучения, существенное поглощение нижнего слоя, совместимость соединяемых материалов для адекватного смачивания, прочное прижатие слоев друг к другу в районе сварки и соответствующая мощность излучения. Среди важнейших примеров приложений лазерной сварки — пакеты катетеров, медицинских контейнеров, корпусов кардиостимуляторов, ключей дистанционного управления, соединения шприцев, соединения осветительных приборов автомобилей, корпусов насосов, частей мобильных телефонов и др.
Следует отметить, что результаты исследования специалистов Фраунгоферовского института лазерной технологии в Германии показали возможность сварки двух пластмасс, прозрачных для лазерного излучения при правильном подборе длины волны излучения. В новом сварочном процессе, который может революционизировать биоаналитические исследования, германские специалисты использовали лазерное излучение длиной волны 1700 нм. Как результат — точный сварной шов, практически невидимый невооруженным глазом и быстрый, экологически чистый сварочный процесс.
Гибридные технологии с применением лазерной сварки
За последние несколько лет лазерная сварка успешно доказала свою эффективность как промышленная технология в целом ряде важных отраслей. Лазерная сварка применима там, где другие методы неэффективны, и весьма конкурентоспособна в большинстве приложений, несмотря на дорогое оборудование. Вместе с тем потребность в дешевых, но более эффективных, производительных и тонких сварочных технологиях постоянно растет. Одним из вариантов развития технологической базы в данном направлении стали усилия по разработкам гибридных методов: лазерной сварки в сочетании со вспомогательными технологиями.
Наиболее известные гибридные разновидности лазерной сварки (некоторые из которых не имеют серьезного внедрения в промышленность):
- лазерная сварка с индукционным подогревом;
- лазерно-дуговая сварка вольфрамовым электродом в защитном инертном газе;
- лазерно-дуговая сварка плавящимся электродом в газовой среде;
- лазерно-плазменная сварка.
Гибридные технологии лазерной сварки открывают новые перспективы для решения широкого спектра технологических задач, возникающих в металлообрабатывающей промышленности, особенно там, где невозможно или нерентабельно достичь тех допусков по чистоте поверхности, которые необходимы для проведения сварки лазерным лучом. Широкий диапазон решаемых задач и улучшенные характеристики данного процесса означают в первую очередь повышение конкурентоспособности за счет снижения как инвестиционных, так и временных издержек и себестоимости, а также повышения производительности.
Сочетание лазерной сварки с другими совместимыми источниками энергии позволяет применять технологии в областях, совершенно недоступных до сих пор по ряду причин, например в силу плохой свариваемости компонентов или необходимости существенного уменьшения массы соединения. Разработка гибридных технологий в основном концентрируется на сварке сталей с повышенным содержанием углерода (закаливаемые, пружинные, инструментальные) и других трудно-свариваемых материалов (необработанные, аустенитные, чувствительные к горячему трещинообразованию, чугуны). Лазерная индукционная сварка и некоторые другие гибридные методы применяют в основном для обработки легких конструкций (алюминиевые, титановые, магниевые сплавы).
Совершенно недавно специалисты фирмы "Дженерал Электрик" опубликовали данные о новой сверхмощной лазерно-дуговой сварочной машине, которая может революционизировать процессы конструирования и изготовления сварочного оборудования. Гибридная технология использует комбинацию лазерной и дуговой сварки. Установка мощностью 20 кВт является одной из самых мощных в Северной Америке и способна сваривать трубы с толщиной стенки до 1 дюйма в один проход со скоростью порядка 2 м/мин, в то время как существовавшая до этого технология требовала пятъ-шесть проходов. Применение подобного оборудования не только ускоряет сварочный процесс (на 80 %), но и позволяет существенно экономить металл (порядка 800 т сварочного металла при строительстве одного авианосца). Фирма "Дженерал Электрик" предполагает запустить линейку подобного оборудования для применения в своих мастерских, обслуживающих нефтегазовую, энергетическую и машиностроительную индустрии.
В работе подтверждена высокая эффективность и производительность методов лазерной сварки, где роль вспомогательной технологии играет то же самое лазерное излучение. В таких экспериментах, как правило, использованы мощные углекислотные лазеры,излучение которых расщепляют на два одинаковых по мощности пучка, один из которых используют для скоростного подогрева, а второй — собственно для сварки. Авторы работы утверждают, что сварочное оборудование в Обнинске и двух-пучковая технология позволяет получить швы очень высокого и легко контролируемого качества.
Заключение
Лазерная сварка может заменить разнообразные типовые процессы, имеющие независимую и довольно узкую технологическую нишу, будучи универсальным сварочным подходом, эффективным и экономичным во многих приложениях. Универсальность и гибкость лазерного оборудования позволяет использовать практически тот же самый комплект и в других, совершенно отличных процессах, например, при резке, сверлении отверстий, скрайбировании и др.