Советы по сварке
Подробности- Подробности
- Опубликовано 29.03.2018 07:50
- Просмотров: 2185

Эти советы по сварке предназначены как для новичков-любителей, так и для профессионалов. В этой статье перечислены советы для всех сварки, а также сведения о безопасности и правильной эксплуатации сварочного оборудования.
Содержание статьи:
- Сварка в среде инертного защитного (MIG)
- Сварка алюминия (MIG)
- Сварка с использованием самоклеящихся флюсов
- Ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа (TIG)
- Стыковая сварка
- Плазменная резка
- Контактная сварка
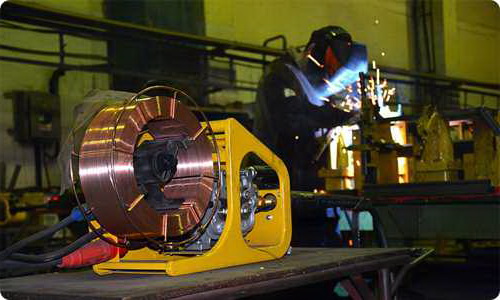
Сварка в среде инертного защитного газа (MIG)

1. Используйте надлежащий защитный газ. CO2 хорош для проникающих сварных швов на сталь, но может быть слишком жарким для тонкого металла. Используйте 75% аргона / 25% CO2 для более тонких сталей. Используйте только аргон для алюминия. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
2. Для тонких металлов используйте провод меньшего диаметра. Для более толстого металла используйте большую проволоку и большую машину.
3. Используйте правильный тип провода для сварки основного металла. Используйте провода из нержавеющей стали для нержавеющей стали, алюминиевые провода для алюминия и стальную проволоку для стали.
4. Для стали есть два типа обычных проводов. Используйте AWS-классификацию ER70S-3 для всех целей, экономичной сварки. Используйте проволоку ER70S-6, если для сварки на грязной или ржавой стали требуется больше раскислителей.
5. Для лучшего контроля за сварным швом держите провод, направленный на переднюю кромку сварочной ванны.
6. При сварке из положения (вертикальная, горизонтальная или верхняя сварка) держите сварочную ванну маленькой для лучшего управления шва и используйте наименьший диаметр проволоки.
7. Убедитесь, что ваша контактная трубка, вкладыш для пистолета и приводные ролики соответствуют размеру провода, который вы используете.
8. Периодически очищайте лайнер и приводные ролики и держите пистолетное сопло в чистоте от брызг. Замените контактный наконечник, если он заблокирован или плохо питается.
9. Держите пистолет как можно прямее при сварке, чтобы избежать плохой подачи проволоки.
10. Используйте обе руки для закрепления пистолета во время сварки. Сделайте это, когда это возможно. (Это также относится к стыковой и TIG сварке, а также к плазменной резке).
11. Удерживайте натяжение ступицы кормораздатчика и давление в приводном валу достаточно плотно, чтобы подать провод, но не натягивайте его.
12. Держите провод в чистом, сухом месте, когда не работаете, чтобы избежать попадания загрязнений, которые приводят к плохим сварным швам.
13. Используйте DCEP (обратная полярность) на источнике питания.
14. Техника перетаскивания или вытяжки даст вам немного больше проникания и более узкий шов. Техника пуансонов даст вам немного меньшее проникновение и более широкий шов.
Сварка алюминия MIG
1. Лучшая подача проволоки для алюминия производится с помощью катушечного пистолета. Если вы не можете использовать катушечный пистолет, используйте самый короткий пистолет и держите пистолет как можно более прямо. В качестве защитного газа используйте только Аргон. При сварке алюминия используйте только пистолет.
2. Если у вас проблемы с подачей провода, одна вещь, которую вы можете попробовать, - это контактный наконечник, который на один размер больше, чем ваш провод.
3. Наиболее распространенным типом провода является ER4043 для универсальной работы. ER5356 - это более прочная проволока (легче подавать) и используется, когда необходимы более жесткие, более прочные свойства сварки.
4. Очистите алюминий перед сваркой, чтобы удалить оксидный слой. Используйте щетку из нержавеющей стали, используемую только для очистки алюминия.
5. Заполните кратер в конце сварного шва, чтобы избежать трещин. Один из способов сделать это - задержаться в сварочной ванне на секунду в конце сварного шва.
Сварка с использованием самоклеящихся флюсов
1. Используйте технику перетаскивания (pull).
2. Держите провод в чистоте и сухом для получения наилучших результатов сварки.
3. Сварка аналогична сварке электродом, так как после сварки слой шлака должен быть удален из сварного шва. Используйте отбойный молоток и проволочную щетку.
4. Самозащищенный порошковый сердечник не требует экранирования от внешнего цилиндра защитного газа. (Экранирование находится в проводе.) Это делает его полезным для внешних работ, где внешний экранирующий газ может быть удален.
5. На тонких металлах с помощью само-экранирующего флюс-порошок обычно сложнее выполнять работу, чем с помощью сварки MIG.
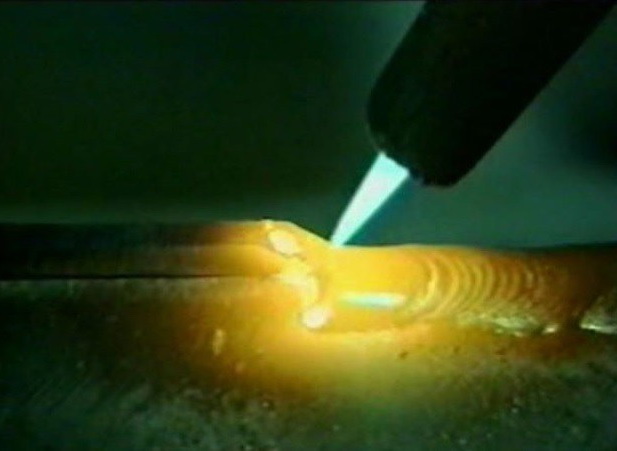
Ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа (TIG)
1. Хороший процесс для тонкого металла, очень чистый процесс, производящий хорошие сварные швы.
2. Используйте аргоновую защиту для стали, нержавеющей стали и алюминия.
3. Используйте DC-Straight Polarity (DCEN) для стали и нержавеющей стали. Используйте AC для алюминия.
4. Всегда используйте технику толкания с горелкой TIG.
5. Совместите размер вольфрамового электрода с размером цанги.
6. При сварке алюминия используйте чистый вольфрам, AWS Class EWP (зеленый идентификационный диапазон).
7. При сварке стали и нержавеющей стали используйте 2% торированный вольфрам , AWS Class EWTH-2 (красный идентификационный диапазон). Подготовьте заостренный конец для DCEN-сварки.
Стыковая сварка

1. Используйте технику перетаскивания для большинства работ.
2. Соблюдайте меры предосторожности при использовании летящих материалов при измельчении шлака.
3. Держите электроды чистыми и сухими, следуйте рекомендациям производителя.
4. Используйте обычные стальные электроды
5. Проникновение: DCEN - Наименьшее проникновение, AC - среднее (также может быть больше брызг), DCEP - наибольшее проникновение.
Плазменная резка
1. Важен чистый, сухой, безмасляный воздух.
2. Используйте рекомендованное давлении воздуха (больше воздуха не обязательно лучше!)
3. Мягко давите наконечником горелки на заготовку.
4. Когда вы начинаете срез, начинайте с конца разрезаемого материала и убедитесь, что дуга полностью пробила метал, прежде чем продолжить.
5. По завершении вырезания остановитесь в конце, чтобы обеспечить выход из строя.
6. Факел должен быть перпендикулярен к заготовке.
7. Рабочий кабель следует прикрепить как можно ближе к разрезаемой детали.
8. Если вы видите дугу, проходящую через нижнюю часть металлического среза, это устранит гадание, верна ли ваша скорость движения.
Контактная сварка

1. Сварка сопротивлением не рекомендуется для алюминия, меди или медных сплавов. Используйте только для стали и нержавеющей стали.
2. Для получения большего количества тепла (ток выхода) используйте более короткие щипцы.
3. Для сварочных инверторов без контроля температуры для управления может использоваться длина рычага. Например, для тонких металлов, где вы хотите меньше тепла, можно использовать более длинные щипцы.
4. Имейте в виду, что более длинные щипцы могут изгибаться, и вы можете потерять давление при сварке.
5. Для сварки металлов убедитесь, что между кусками нет зазора <это ослабит сварной шов.
6. Следите за правильной ориентацией клещей, чтобы наконечники точно касались друг друга. Также поддерживайте правильную настройку давления - не слишком много или слишком мало давления.
7. Когда вам понадобится одна сторона сварного шва, чтобы иметь хороший внешний вид, вы можете слегка сгладить кончик с той стороны.
8. Регулярно очищайте кончики, или вы потеряете выход (сила тока).
Комментарии
RSS лента комментариев этой записи