Правый и левый способ газовый сварки: какой выбрать
Подробности- Подробности
- Опубликовано 28.10.2017 07:14
- Просмотров: 4784
При газосварочных работах преимущественно используются два способа сварки — правый и левый. Выбор будет зависеть от пространственного положения свариваемых поверхностей и от толщины металла. Оба способа предполагают использование флюсов для удаления оксидов и легирования сварочной ванны.
Описание правого способа газовой сварки
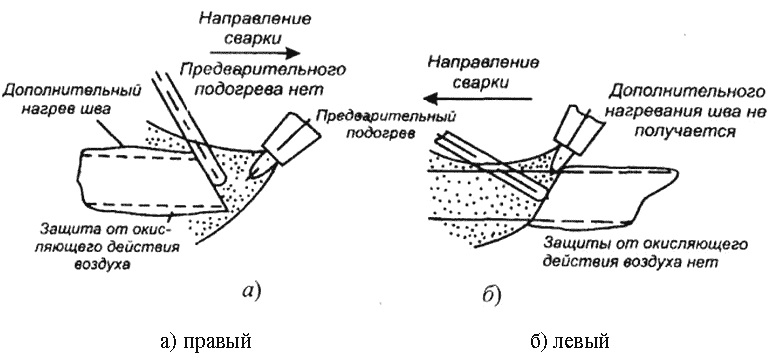
Метод, при котором пламя горелки направляется с левой стороны и сам процесс происходит слева направо, является правым способом. Поток пламени при этом должен быть направлен на сварной шов, сама горелка при этом продвигается перед присадочной проволокой постепенно расплавляя металл.
Преимущества способа:
- повышенная защита от проникновения газов (кислород, азот) из воздуха в расплав;
- увеличенная глубина охвата;
- остывание шва происходит равномерно.
Пламя горелки находится в ограниченном пространстве между кромками и швом. Это снижает теплоотдачу и повышает эффективность сварки. Необходимый угол раскрытия кромок — 60-70°. Он позволяет уменьшить образуемый объем и вес наплавленного металла. Сниженный расход горючих газов на один миллиметр толщины при работе, увеличенная производительность (до 20%) делают этот способ оптимальным при работе с элементами толщиной более 5 мм. Вероятность появления деформационных изменений металла после усадки в этом случае минимальна. Метод хорошо зарекомендовал себя при работе с металлами с повышенной теплопроводностью, таких как медь и алюминий. Подробнее о данном методе на сайте http://rekom.kiev.ua.
Описание левого способа газовой сварки
Обратный подход применяется при левом способе — сварочная горелка движется справа налево, перемещаясь за присадочным прутом. Пламя при этом направляется на холодные кромки свариваемых деталей, подготавливая их к сплавлению. Угол скоса при этом выбирается больший — 70-90°. Мощность пламени ацетиленовой горелки выбирается из расчета 100-130 дм³/ч (при правом варианте — 130-150 л/ч).
Преимущества способа:
- идеальный визуальный контроль над процессом;
- сниженная вероятность пережога поверхности;
- высокая степень смешивания в расплавленной ванне.
Метод применяется при работе с легкоплавкими материалами, а также при сварке тонких металлических листов толщиной до 4 мм.
Критерии выбора
Способ выбирается в зависимости от положения соединения — вертикальное, горизонтальное, потолочное, а также исходя из параметров толщины элементов. При сварке в нижнем положении определяющей является толщина. Вертикальные (направление снизу вверх) и горизонтальные швы выполняются левым способом. Для предотвращения вытекания при образовании ванны ей в этом случае придают небольшой перекос. При выполнении потолочного соединения предпочтительней правый вид — пламя, направленное непосредственно на шов, будет препятствовать стеканию расплава из области жидкой ванны.