Плюсы и минусы автоматической сварки
Подробности- Подробности
- Опубликовано 21.05.2013 08:35
- Просмотров: 13947
 Автоматическая сварка может обеспечить большой прирост производительности и прибыльности. Сварка является, пожалуй, наиболее сложным производственным процессом и часто наименее понятным. Удивительное количество компаний тратят миллионы долларов для автоматизации сборки, игнорируя при этом процесс сварки. Ручная сварка по-прежнему лучший процесс для многих соединений. Тем не менее, многие сборщики внедряют автоматизированные сварочные системы для повышения качества, производительности и рентабельности.
Автоматическая сварка может обеспечить большой прирост производительности и прибыльности. Сварка является, пожалуй, наиболее сложным производственным процессом и часто наименее понятным. Удивительное количество компаний тратят миллионы долларов для автоматизации сборки, игнорируя при этом процесс сварки. Ручная сварка по-прежнему лучший процесс для многих соединений. Тем не менее, многие сборщики внедряют автоматизированные сварочные системы для повышения качества, производительности и рентабельности.
Сварочные автоматизации могут быть разбиты на две основные категории: полуавтоматические и полностью автоматические. В полуавтоматической сварке, оператор вручную загружает части в сварке арматуры. Контроллер сварных работ держит процесс сварки под контролем. После завершения сварки, оператор снимает деталь и процесс начинается снова.
В полностью автоматической сварке, пользовательские машины или ряд других машин, выполняют сварку, контролируют качество соединения и выгрузки готового продукта. Дополнительный и выходной контроль качества продукции также могут быть разработаны в машину в случае необходимости. В зависимости от операции, оператор машины может быть необходимым.
Наибольшая выгода от автоматизации, если качество или функции сварного шва являются критическим, если повторяющиеся сварных швов должны быть сделаны из одинаковых частей, или если части накопили значительную ценность перед сваркой. Отличными кандидатами для автоматизации являются: батареи, конденсаторные банки, соленоиды, датчики, преобразователи, реле, элементы ламп, топливные фильтры, термосы, медицинские компоненты, ядерные устройства, трансформаторы, клапана элементов и компонентов подушек безопасности. Компании, которые собирают продукты в ограниченном количестве, требующие точных сварных швов могут извлечь выгоду из полуавтоматической системы, где не нужно полностью автоматизированных систем.
 Преимущества автоматизированной сварки
Преимущества автоматизированной сварки
Автоматизированные системы сварки предлагают четыре основных преимущества: улучшенное качество сварного шва, увеличение производства, снижение отходов и снижение переменных затрат труда.
Качество сварного шва состоит из двух факторов: целостность сварного шва и повторяемость. Автоматизированные системы сварки обеспечивают целостности сварных швов через электронные контроллеры процесса сварки. Объединение механизированных частей факела с электронным датчиком съема параметров сварки приводит к повышению качества сварного шва. Это обеспечивает мгновенный контроль качества. Кроме того, поскольку сварка производится только один раз, дефекты хорошо видны. Люди, как правило, сглаживают ошибки, скрывая отсутствие проникновения или возможного недостатка сварки. В некоторых случаях, испытания на герметичность и системы технического зрения могут быть интегрированы в полностью автоматизированные системы для обеспечения дополнительного контроля качества.
Повторяемость является функцией качества контроллера процесса сварки и инженерного аппарата движения. Механизированная сварка обеспечивает повторяемость параметров входа и выхода.
Полуавтоматические и полностью автоматические системы увеличивают объем производства за счет исключения человеческого фактора из процесса сварки. С минимальными затратами времени установки и высокой скоростью сварки, механизированная система сварки может легко обогнать квалифицированного сварщика.
Автоматизация горелки или части ее движения и размещения, уменьшает вероятность человеческой ошибки. Она имеет место только тогда, когда все требования будут удовлетворены. При ручной сварке, дефекты сварных швов часто увеличиваются, когда сварщики утомляются. В зависимости от назначения сварки, происходит значительная экономия лома, что само по себе может оправдать покупку автоматизированная система сварки. Автоматизация также должна свести к минимуму риск доставки некачественной продукции клиенту.
Ролик демонстрирует универсальную систему автоматизированной сварки труб
Опора на человека сварщика может значительно увеличить трудовые затраты производителя. При планировании затрат на рабочую силу.
Производительность полуавтоматической системы, как правило, в два раза выше производительности квалифицированного сварщика. Полностью автоматическая система может быть построена с двумя позиционерами сварки, на автоматизированном трансфере. Такая система может загружать и выгружать частей на одной из станций во время сварки происходит на другой. Таким образом, полностью автоматическая система может работать в четырех раза быстрей полуавтоматической системы, или восемь раз быстрей квалифицированного сварщика.
Профессиональные издержки также являются значительными. Если временно отсутствует необходимость в квалифицированных сварщиках, переменные затраты компании усилится. Восемь часов производственного времени теряется. Наличие квалифицированной рабочей силы для ручной дуговой сварки могут также создавать проблемы. С другой стороны, операторы машины более доступны, чем квалифицированная рабочая сила.
Несмотря на все преимущества, автоматизация сварочных систем сопровождается некоторыми недостатками:
Автоматизированные системы сварки требует высоких начальных инвестиций, чем ручные системы. Современный аппарат ручной сварки стоит менее $ 5000, полуавтоматические системы часто начинаются около $ 30.000. Заказ полностью автоматизированных сварочных систем требуют бюджет от $ 175,000 до $ 250,000 для сдачи под ключ.
Гибкость также является проблемой. Гибкость машины имеет обратную зависимость от степени автоматизации. В то время как сварщик может легко перемещаться из одной части в другую, специализированное сварочное оборудование и системы могут удовлетворить только выделенный нишу в производственном процессе.
При переходе от трудоемких к капиталоемким процессам, компании должны принять и строго следовать профилактическим программам технического обслуживания. Опираться на одну машину, чтобы сделать работу восьми сварщиков, это как размещение всех своих яиц в одну корзину. В то время как рост производительности и рентабельности может быть выдающимся, необходимо соблюдать программу профилактического и технического обслуживания, чтобы свести к минимуму риск дорогостоящих простоев. В зависимости от сложности системы, программы технического обслуживания должны включать в себя чистку и смазку машины, калибровку, контроля питания и замены расходных материалов.
Реализация автоматизированной системы сварки требует более длительного срока для достижения полномасштабного производства. Если компания должна начать сварку частей сразу, ручные машины могут быть куплены и внедрены в течение нескольких дней или часов. Доставка полуавтоматов может занять от 4 до 8 недель. Доставка и сборка полностью автоматизированных системы занимает, по крайней мере, 20 недель. Долгосрочные преимущества автоматизированных сварочных систем часто перевешивают первоначальные затраты на них.
Прежде чем инвестировать крупные суммы в автоматизацию, монтажники должны рассмотреть жизненный цикл продукта. Большинство продуктов следуют предсказуемой тенденции внедрение, рост, зрелость и упадок. С другой стороны, спрос на элементы подушки безопасности и автомобильные датчики излучения, вероятно, останется сильным в течение многих лет.
 Решение для автоматизации
Решение для автоматизации
Клиенты требуют высококачественных продуктов, внедрение автоматизированной системы сварки может определить, является ли компания конкурентоспособной. Чтобы избежать ошибок на этом пути, монтажникам необходимо создать стратегию и следовать ей.
Во-первых, монтажники должны определить точные цели проекта. Что конкретно должно быть улучшено, ускорится или измениться с помощью автоматизированной сварки? Следующие вопросы могут помочь сборщикам разобраться в этом:
Имеет функцию частично зависеть от высокого качества сварного шва? Каковы последствия, если конечный потребитель получает или использует неисправную деталь?
Какой уровень автоматизированной системы сварке производственной системы себя оправдывает?
Какие металлы участвуют? Они поддаются автоматизации?
Каков бюджет, выделенный для автоматизации сварки?
Как только сборщики ответили на эти вопросы, то следующим шагом является тщательное исследование автоматизации поставщиков. Поставщик должен иметь навыки в технологии сварки и автоматизации. Всякий раз, когда возможно, монтажники должны связываться с предыдущими клиентами поставщика, который может быть вовлечен в подобный процесс производства.
Перед покупкой любой системы, монтажники должны попросить поставщика предоставить образцы сварных швов с использованием стандартных частей производства. Материал свариваемость, совместные качество кромки и отделка имеют решающее значение для успеха применения сварки. Сварка частей образца может подтвердить параметры, такие как качество исходных материалов, и др. Примеры сварных швов будут также отображать качество сварного шва с помощью автоматизированной системы и генерировать приближенные скорости сварки оценить мощность системы.
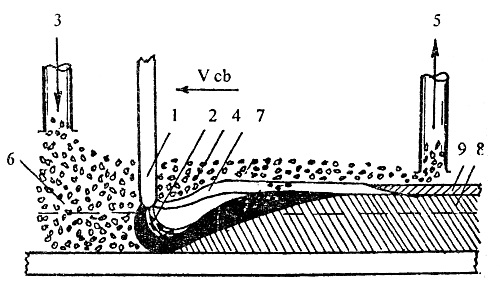
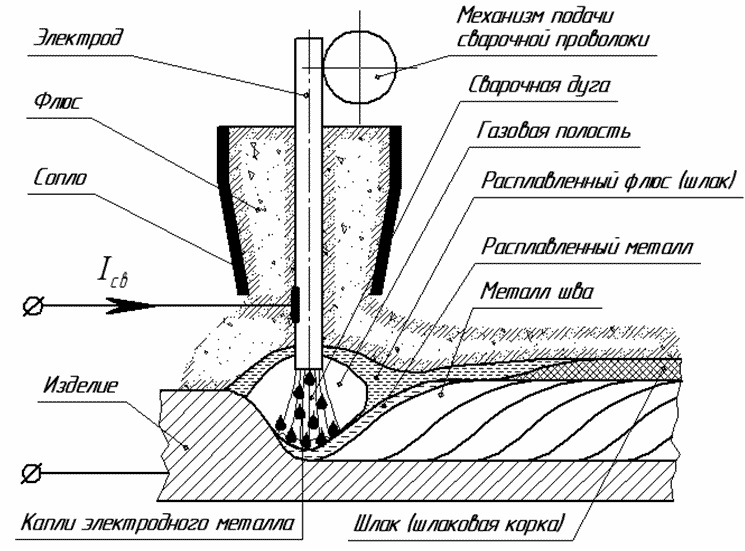
Типичные режимы автоматической сварки под флюсом стыковых швов на флюсовой подушке без разделки кромок с обязательным зазором
|
Толщина металла,мм. |
Зазор, мм |
Тип шва |
Диаметр проволоки, мм |
Iсв, А |
Uд, В |
Скорость сварки, м/ч |
|
|
Переменный ток |
Постоянный ток (обратная полярность) |
||||||
|
3 |
0-1,5 |
Односторонний |
2 |
275-300 |
28-30 |
26-28 |
48-50 |
|
4 |
0-2 |
Односторонний |
2 |
400-425 |
28-30 |
26-28 |
38-40 |
|
4 |
575-625 |
28-30 |
26-28 |
48-50 |
|||
|
8 |
2-4 |
Двусторонний |
5 |
675-725 |
32-36 |
26-28 |
30-32 |
|
8 |
2-4 |
4 |
650-700 |
34-38 |
30-32 |
35-37 |
|
|
5 |
625-675 |
34-38 |
30-32 |
35-37 |
|||
|
10 |
2-4 |
Односторонний |
5 |
700-750 |
34-38 |
30-32 |
28-30 |
|
10 |
1-3 |
Двусторонний |
5 |
650-700 |
34-38 |
30-32 |
32-34 |
|
4 |
625-675 |
34-38 |
30-32 |
32-34 |
|||
|
12 |
4-5 |
Односторонний |
5 |
750-800 |
36-40 |
30-34 |
25-27 |
|
12 |
2-4 |
Двусторонний |
5 |
675-725 |
36-40 |
30-34 |
30-32 |
|
4 |
650-700 |
36-40 |
30-34 |
30-32 |
|||
|
14 |
4-6 |
Односторонний |
5 |
850-900 |
36-40 |
30-34 |
25-27 |
|
14 |
2-4 |
Двусторонний |
5 |
700-750 |
36-40 |
30-34 |
28-30 |
|
4 |
675-725 |
36-40 |
30-34 |
28-30 |
|||
|
16 |
5-7 |
Односторонний |
5 |
900-950 |
38-42 |
30-34 |
20-22 |
|
16 |
2-4 |
Двусторонний |
5 |
725-775 |
36-40 |
30-34 |
27-29 |
|
4 |
700-750 |
36-40 |
30-34 |
27-29 |
|||
|
20 |
5-7 |
Односторонний |
5 |
950-1000 |
40-44 |
32-36 |
18-20 |
|
20 |
2-4 |
Двусторонний |
5 |
775-825 |
38-42 |
32-36 |
22-24 |
|
4 |
750-800 |
38-42 |
32-36 |
22-24 |
|||
|
30 |
6-8 |
Двусторонний |
5 |
950-1000 |
40-44 |
- |
16-18 |
|
40 |
8-10 |
Двусторонний |
5 |
1100-1200 |
40-44 |
- |
12-14 |
|
50 |
10-12 |
Двусторонний |
5 |
1200-1300 |
44-48 |
- |
10-12 |